Типы на рынке

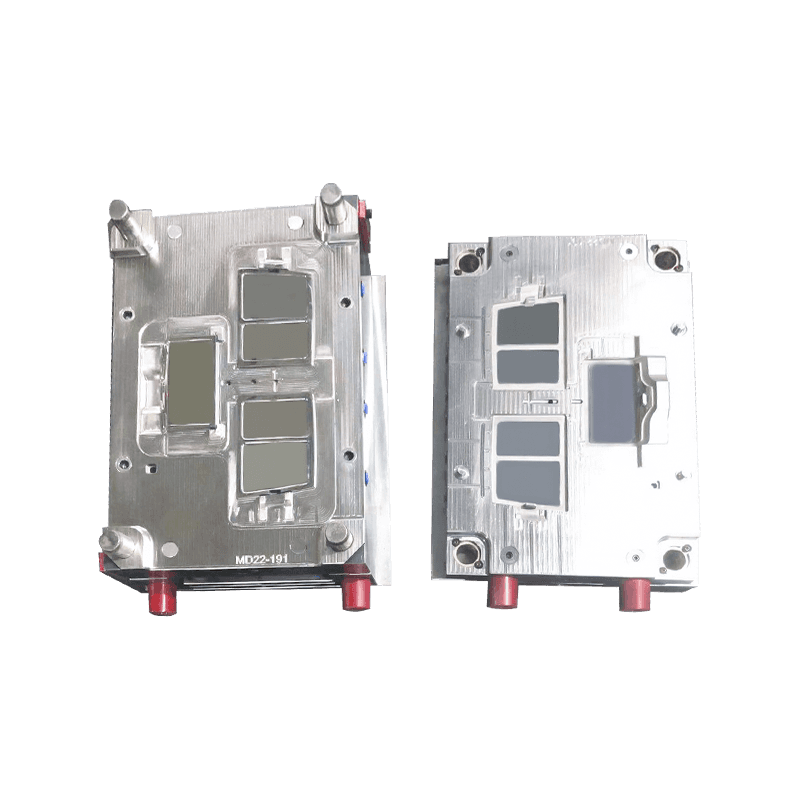
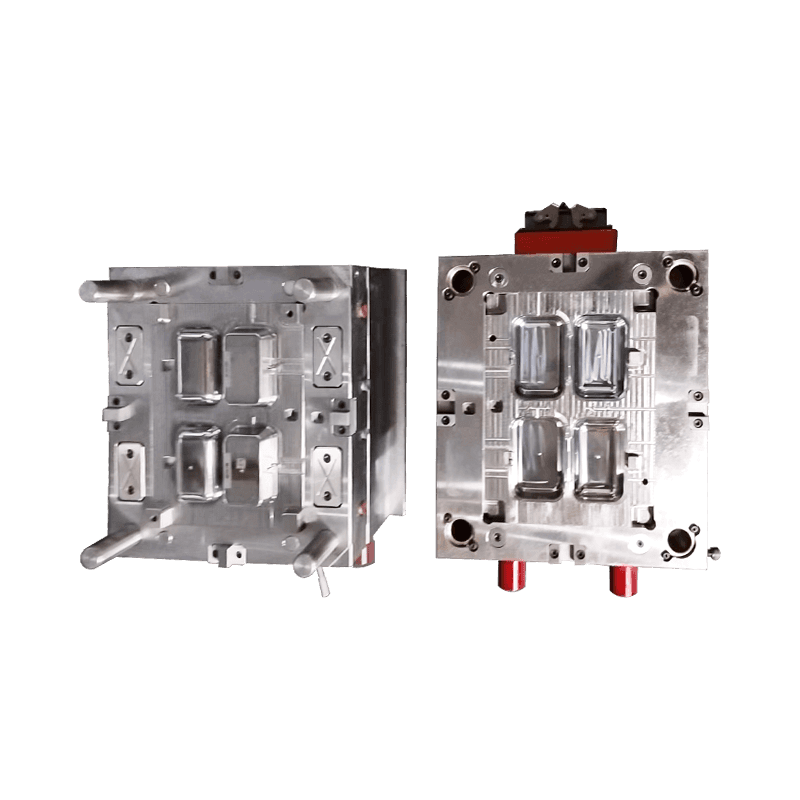
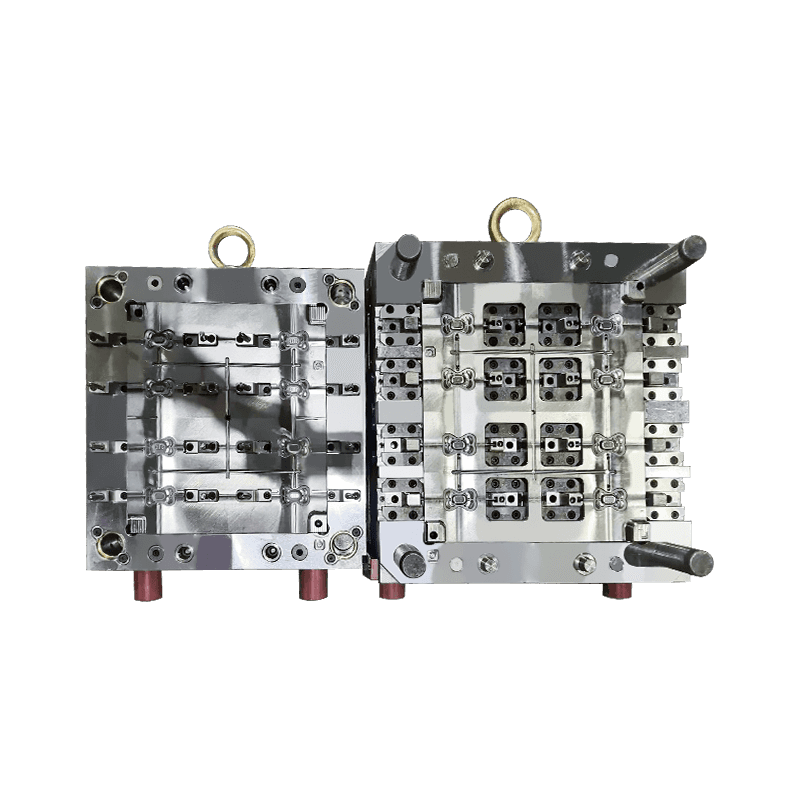
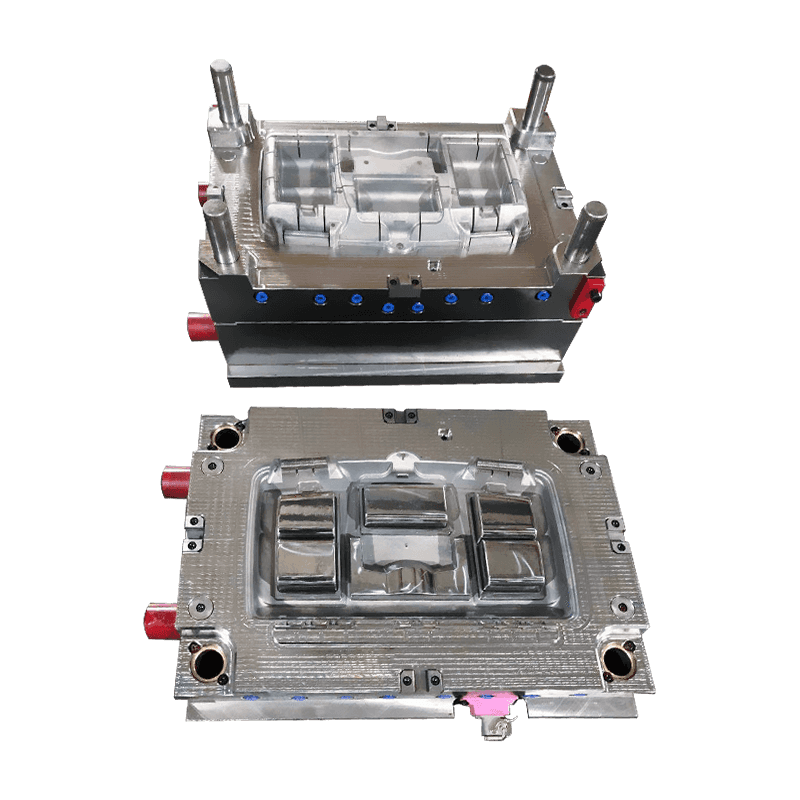
Пресс-форма для литья под давлением (тип с двумя пластинами): наиболее распространенная конфигурация для изделий из твердого пластика. Форма разделяется по одной линии разъема. Количество полостей варьируется от 1 до 32 на пресс-форму, в зависимости от размера детали. Форма-контейнер емкостью 1 литр обычно имеет 4 полости и циклы обработки каждые 15–25 секунд. На двухплитные формы приходится около 70 процентов форм повседневного спроса во всем мире.
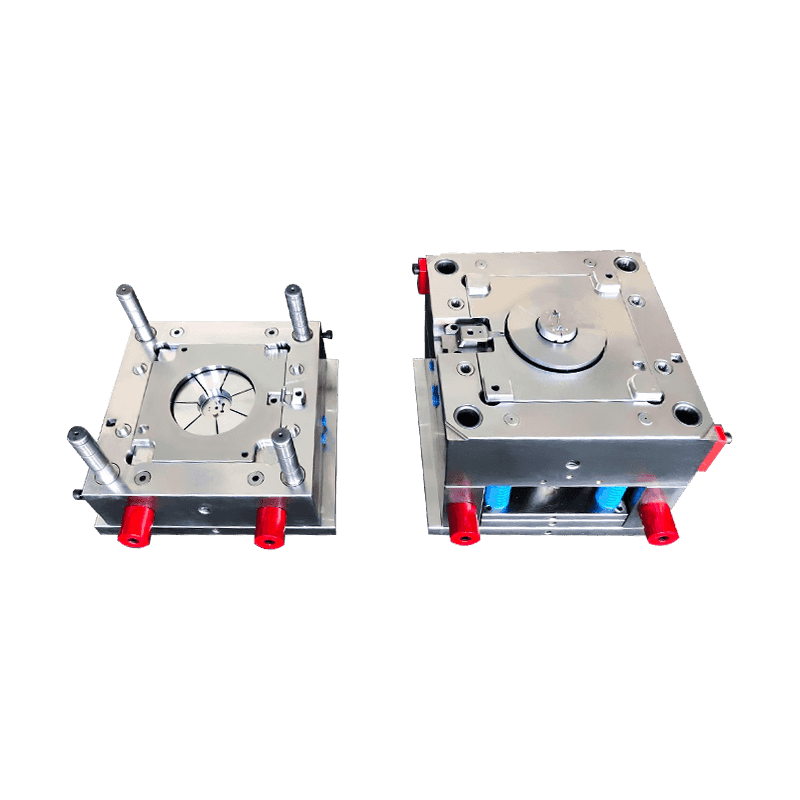
Пресс-форма для литья под давлением (трехплитный тип): система направляющих отделяется от детали на второй линии разъема. Такая конструкция обеспечивает автоматическое опускание бегунка, исключая его ручное снятие. Трехплитные формы предназначены для деталей, требующих центрального литника, таких как круглые крышки и чашки. Высота формы на 30–40 процентов больше, чем у конструкций с двумя пластинами.
Выдувная форма (экструзионно-выдувное формование): используется для полых изделий, включая бутылки, канистры и полые ручки. Форма состоит из двух половин, которые смыкаются вокруг расплавленной пластиковой трубки (заготовки). Сжатый воздух (от 0,4 до 0,8 МПа) раздувает заготовку до стенок полости. Выдувные формы для производства 2-литровых бутылок имеют время цикла от 6 до 12 секунд.
Выдувная форма (выдувное формование с вытягиванием под давлением – ISBM): двухэтапный процесс: литьевая форма производит преформу, затем выдувная форма расширяет преформу. Этот метод позволяет производить бутылки для газированных напитков и контейнеры высокой прозрачности. Формы для преформ имеют от 8 до 48 полостей; Выдувные формы имеют от 2 до 12 полостей. Формы ISBM поддерживают точность резьбы горловины ±0,05 мм.
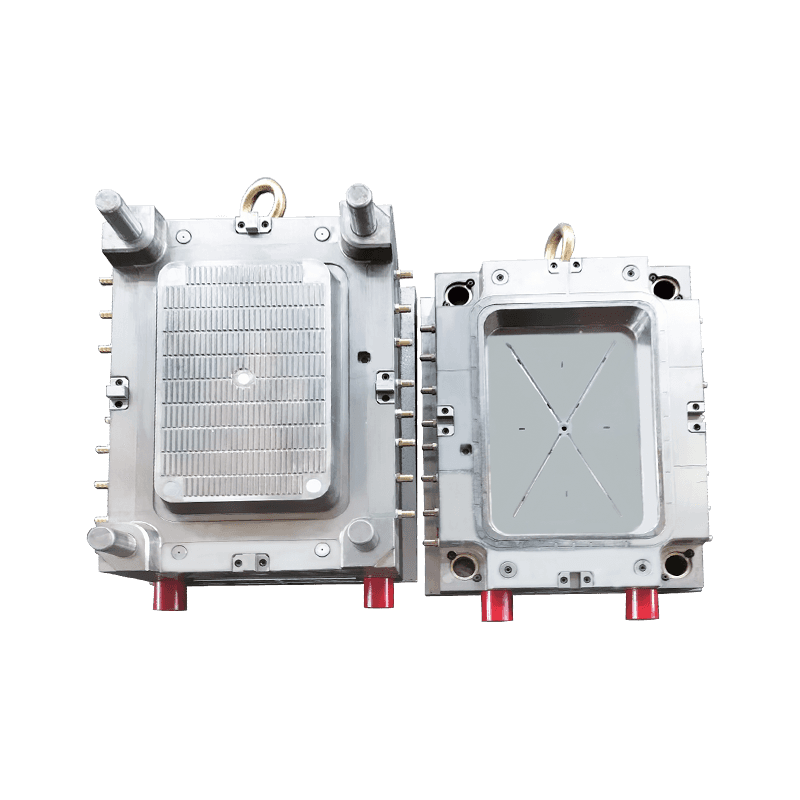
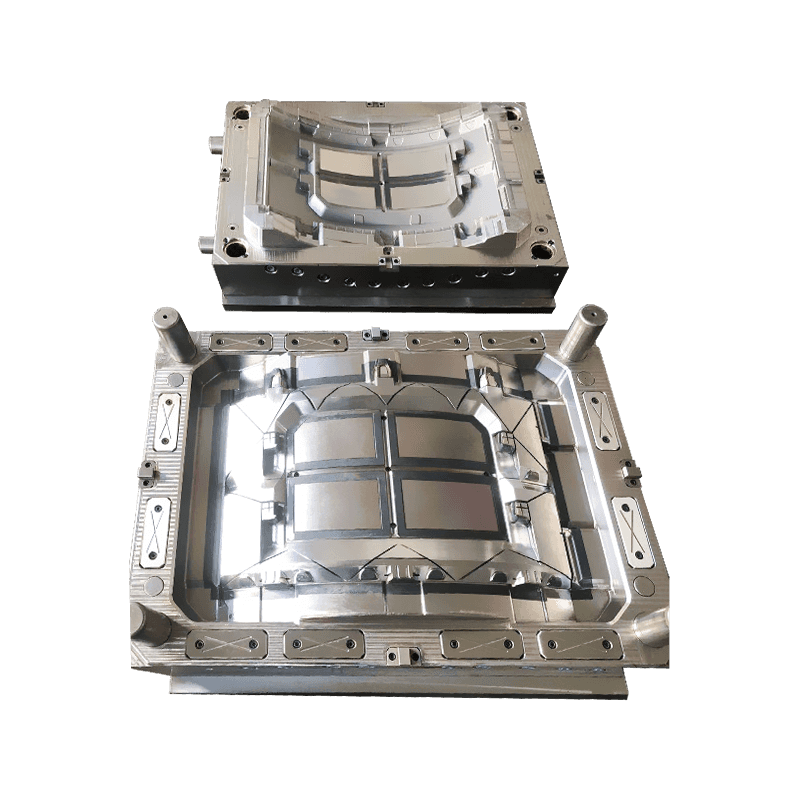
Пресс-форма: нагретые верхняя и нижняя половины формы напрямую сжимают расплав пластика. Никакой системы бегунов не существует, что исключает отходы. Пресс-формы используются для изделий большого диаметра, таких как мусорные баки (от 50 до 120 литров), поддоны и крышки ведер. Время цикла варьируется от 40 до 90 секунд из-за более толстых сечений стенок (от 3 до 6 мм). Твердость инструментальной стали обычно составляет от 50 до 54 HRC, что обеспечивает ее износостойкость по отношению к стеклонаполненным материалам.
Полость и сердечник из стали
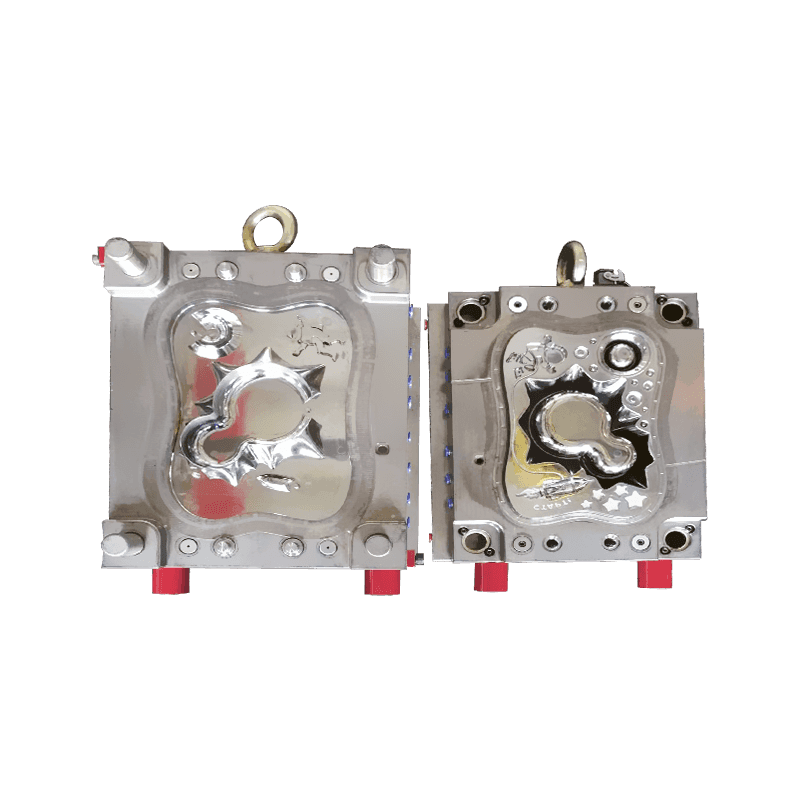
Поверхность полости непосредственно контактирует с расплавленным пластиком при температуре от 180°C до 260°C. Распространенные марки стали включают DIN 1.2738 (P20 Ni) для среднесерийного производства (от 200 000 до 500 000 циклов). Состав: 0,38 % углерода, 1,9 % хрома, 0,4 % молибдена, 1,1 % никеля. Твердость 38-42HRC в предварительно закаленном состоянии (дополнительная термообработка не требуется). Предел прочности составляет 1000 МПа. Для крупносерийных форм повседневного спроса, превышающих 1 миллион циклов, рекомендуется использовать хромированную сталь DIN 1.2343 (H11). Твердость после закалки и отпуска 48-52HRC. Шероховатость поверхности полированных полостей прозрачных деталей (чашек, емкостей) достигает Ra от 0,02 до 0,05 мкм. Для фактурных деталей (нескользящие ручки, декоративные узоры) полости подвергаются химическому травлению или электроэрозионному текстурированию до Ra от 1,0 до 3,0 микрон.
Материалы основы пресс-формы
Основания пресс-формы (прижимные, опорные, выталкивающие) изготовлены из углеродистой стали S50C (эквивалент AISI 1050). Состав: 0,50-0,58% углерода, 0,60-0,90% марганца. Твердость 180-220 HB. Направляющие стойки и втулки изготовлены из подшипниковой стали SUJ2 (AISI 52100) твердостью 58-62 HRC. Диаметр направляющей стойки варьируется от 20 мм до 60 мм, в зависимости от веса формы. Для форм повседневного спроса весом от 200 до 800 кг диаметр стойки составляет от 25 до 40 мм.
Материалы системы охлаждения
Каналы охлаждения просверлены непосредственно в полости и пластинах сердечника. Для форм, требующих более быстрого отвода тепла, используются вставки из медного сплава (CuZn39Pb3 или C38500). Медный сплав имеет теплопроводность 110 Вт/м·К по сравнению с 24 Вт/м·К у стали. Конформные охлаждающие каналы, изготовленные с помощью 3D-печати (стареюще-стареющая сталь 1.2709), все чаще используются для сложных предметов повседневного спроса, таких как изогнутые ручки или тонкостенные чашки. Конформные каналы повторяют контур детали на расстоянии от 3 до 6 мм, сокращая время охлаждения на 20–40 процентов. Пробки и перегородки из нержавеющей стали 304 направляют поток охлаждающей жидкости. Уплотнительные кольца, уплотняющие контуры охлаждения, изготовлены из EPDM (мономер этилен-пропилен-диена) с температурным диапазоном от -40°C до 150°C.
Материалы системы выброса
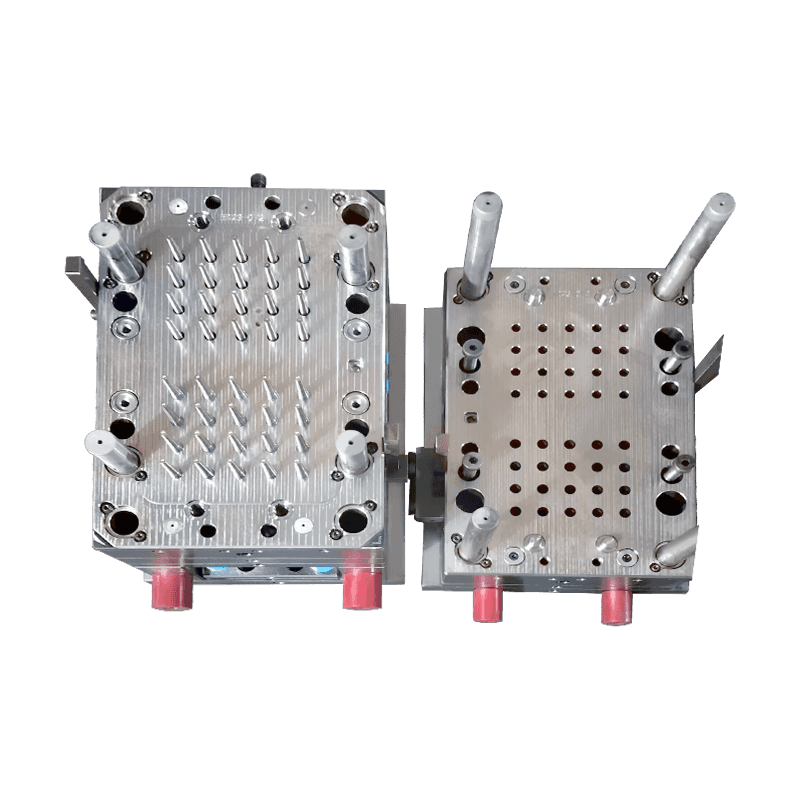
Выбрасывающие штифты изготавливаются из стали SKD61 (H13) с азотированной поверхностью до твердости 65-70 HRC. Диаметр штифта варьируется от 1,5 мм (для мелких предметов, таких как коробочки для таблеток) до 12 мм (для больших емкостей). Для деталей, на которых не должно быть видимых следов штифтов (косметическая упаковка, пищевые контейнеры), съемные пластины (выталкивающие кольца) контактируют с кромкой детали. Материал пластины съемника — сталь 40Cr (AISI 5140), закаленная до твердости 45–50 HRC. Возвратные пружины изготовлены из пружинной стали SUP10 (AISI 6150) со сроком службы от 300 000 до 500 000 циклов. Длина сжатия пружины ограничена 40 процентами свободной длины, чтобы избежать постоянной деформации.
Изнашиваемые компоненты
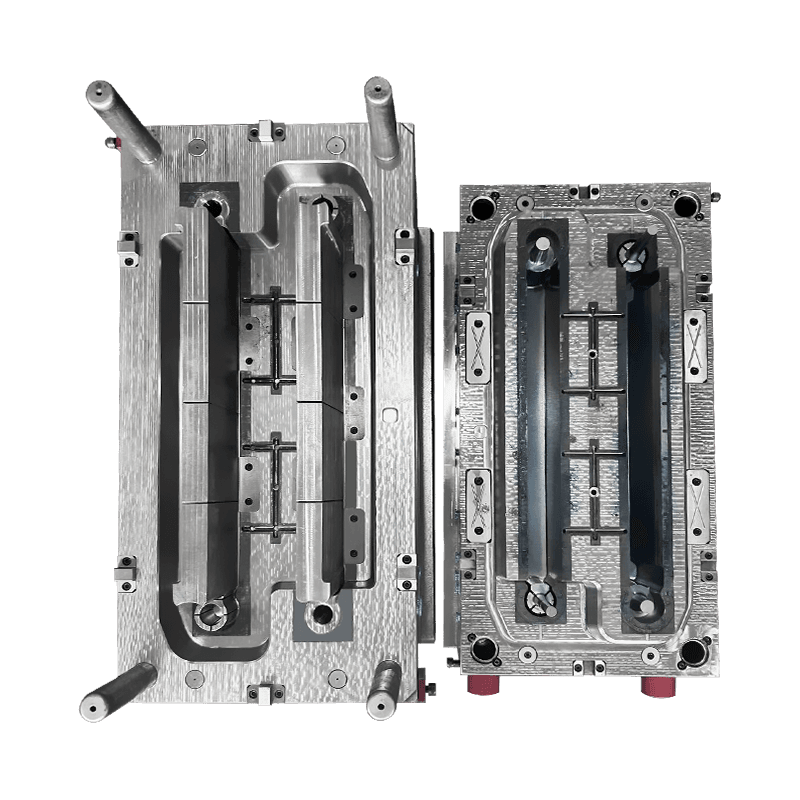
Направляющие (для деталей с подрезами, например, отверстиями для ручек или защелкивающимися крючками) изготовлены из никелевой стали DIN 1.2767 (X45NiCrMo4). Твердость 50-54HRC. Угол скольжения обычно составляет от 15 до 25 градусов относительно направления открытия формы. Ход салазок (расстояние, перемещаемое при открывании) составляет от 10 до 30 мм. Износостойкие пластины изготавливаются из бронзы (CuSn8) с графитовыми втулками, обеспечивающими коэффициент трения по стали от 0,10 до 0,15. Смазочные канавки, выточенные на изнашиваемых пластинах, удерживают смазку до 100 000 циклов.
 English
English 中文简体
中文简体 русский
русский

Связаться с нами