Современный промышленный спрос меняет способ проектирования продуктов хранения данных. Форма для ящика для инструментов разработка больше не является простой задачей, требующей углубления и ядра. Структурное усиление, интегрированные системы блокировки и функции, ориентированные на мобильность, превращают архитектуру пресс-форм в более сложные конфигурации. Рыночные данные показывают растущее предпочтение модульным и рулонным конструкциям, что напрямую увеличивает сложность оснастки из-за дополнительных движущихся компонентов и ужесточения требований к допускам.
Структурная глубина, влияющая на архитектуру инструмента
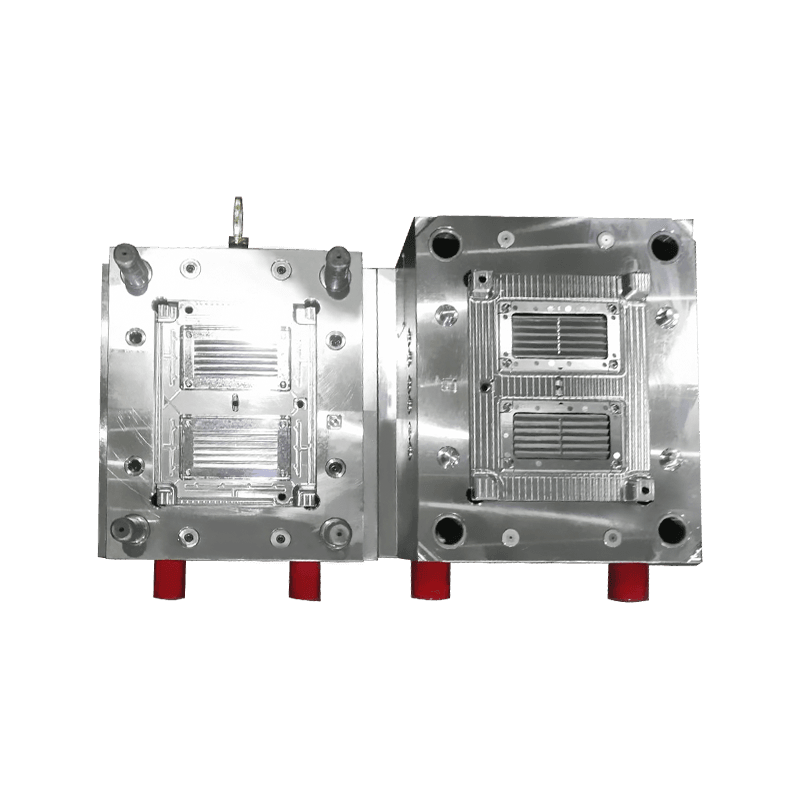
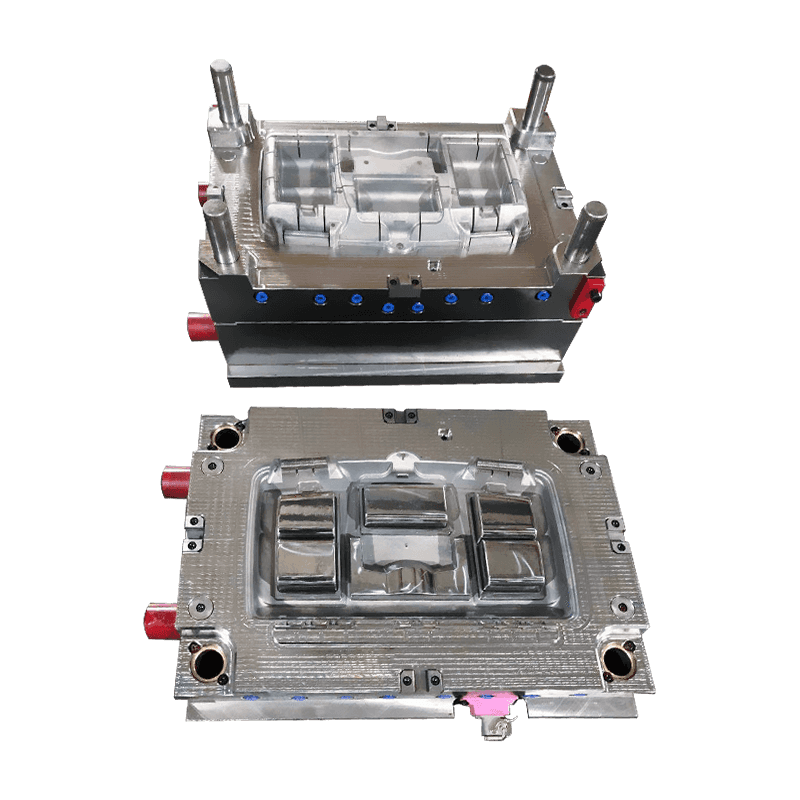
Сегодня ящики для инструментов больше не представляют собой плоские контейнеры. Геометрия глубокой вытяжки стала стандартной во многих конструкциях, требующих форм с:
- Многоступенчатые системы выброса
- Съемные пластины в сочетании с выталкивающими штифтами
- Структуры выпуска с помощью воздуха
Формы с глубокими полостями увеличивают удержание вакуума во время извлечения из формы, что может деформировать готовые детали при неправильном обращении. Инженерные группы часто интегрируют вентиляционные каналы и оптимизируют углы уклона в диапазоне от 1° до 3° с каждой стороны, чтобы улучшить стабильность выпуска. Эти корректировки напрямую влияют на компоновку пресс-формы и стратегию обработки.

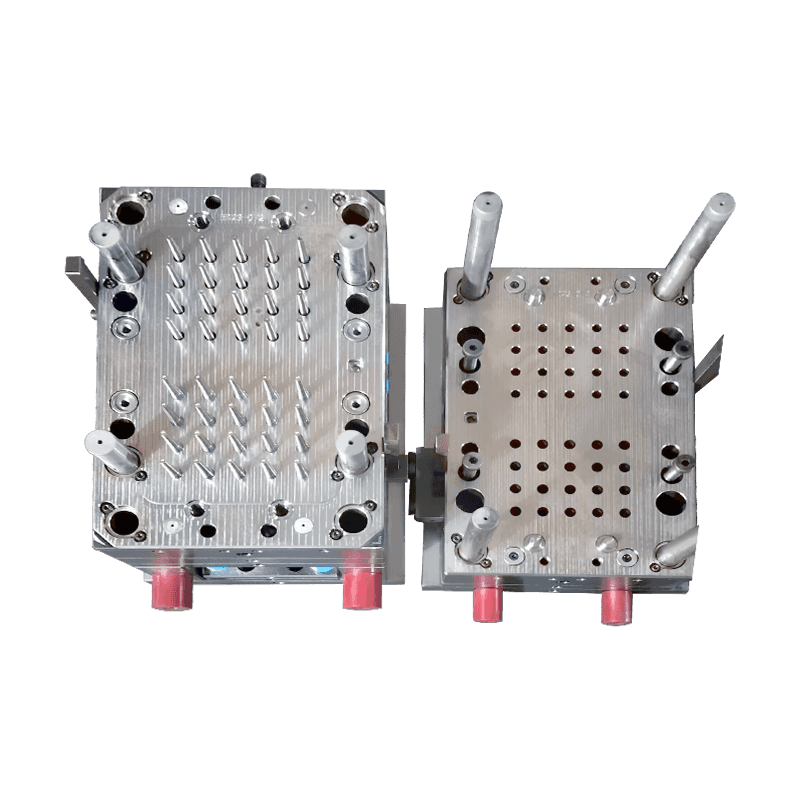
Внутреннее армирование и скрытая ребристая сеть.
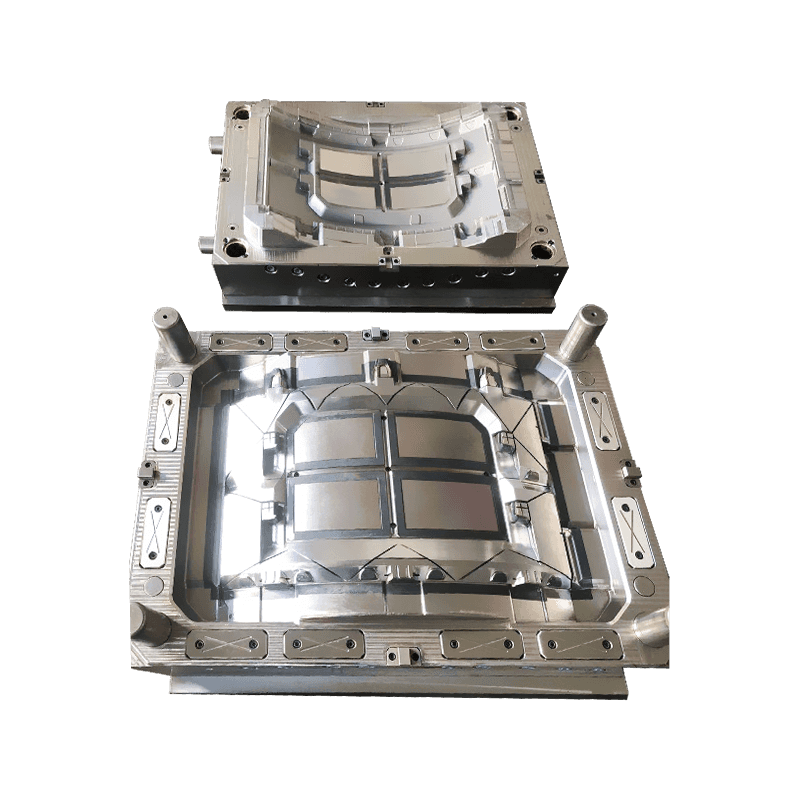
Требования к прочности сместились в сторону легкой, но жесткой конструкции. В результате в конструкции ящиков для инструментов часто включаются системы внутренних ребер.
Типичные ограничения проектирования включают в себя:
- Толщина ребер поддерживается на уровне 50–60 % толщины стенки.
- Сшитая арматурная решетка для распределения нагрузки
- Локализованные толстые участки вблизи зон шарнира или защелки
Такие особенности приводят к неравномерному охлаждению. Термический дисбаланс может вызвать появление раковин или коробление, особенно на больших поверхностях. Проектирование каналов охлаждения становится критически важным, часто требуя конформной или полуконформной компоновки вместо простых контуров.
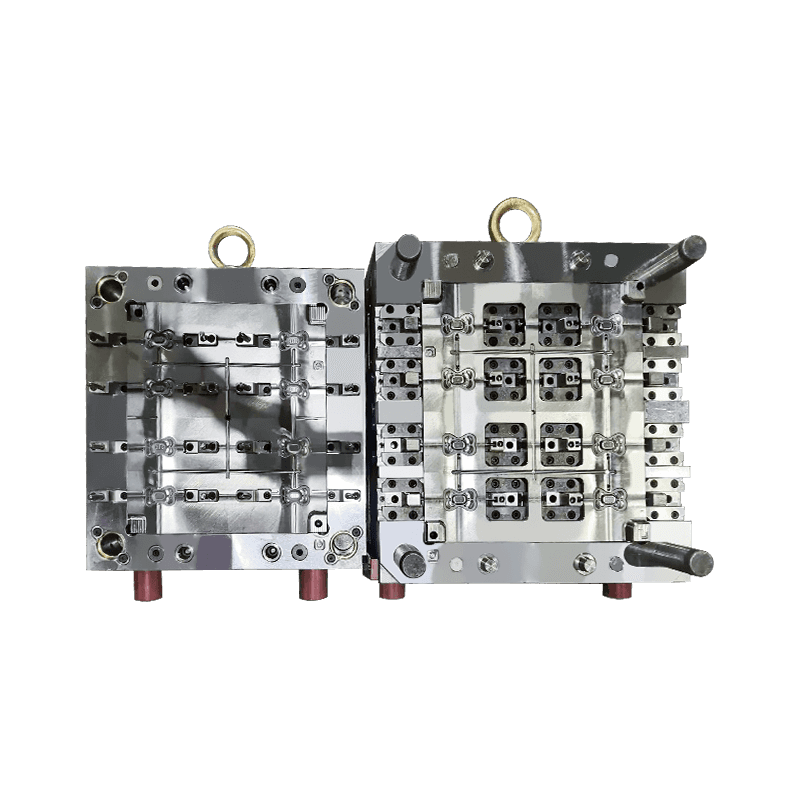
Подвижные компоненты пресс-формы для функциональных возможностей
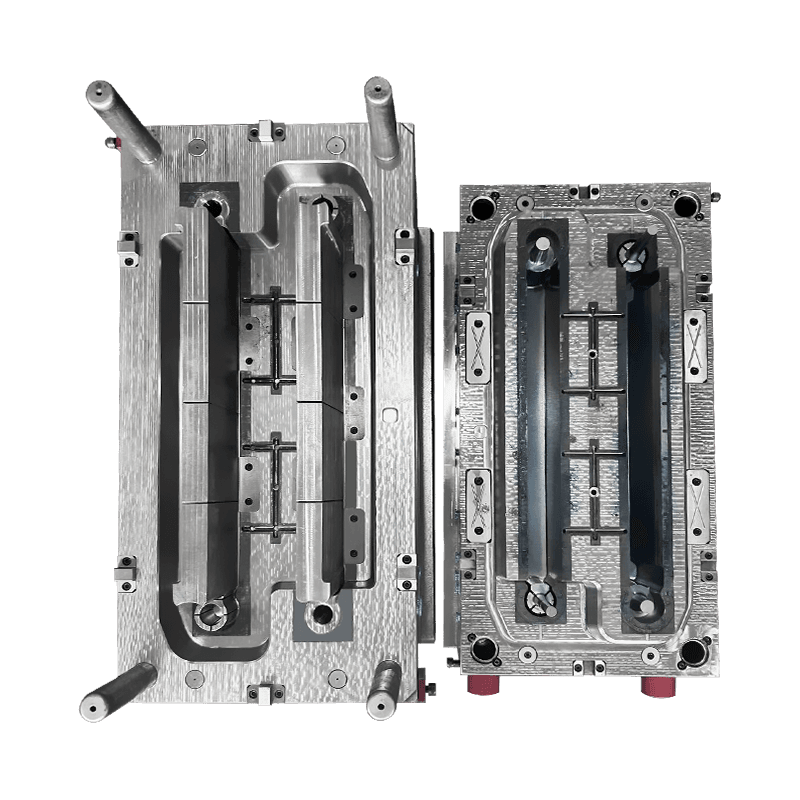
Функциональная интеграция стала определяющей характеристикой современных инструментов. Ручки, запирающие пряжки и механизмы штабелирования часто требуют подрезов, которые невозможно выполнить с использованием статических полых стенок.
Общие инструментальные решения включают в себя:
- Боковые действия приводятся в действие гидравлическими или механическими ползунами.
- Подъемные системы для крюков с внутренней геометрией
- Сменные вставки для локальных зон износа
Каждая дополнительная подвижная система увеличивает время обработки и требования к точности сборки. Выбор стали обычно смещается в сторону марок P20 или H13, чтобы выдерживать повторяющиеся циклы напряжений и длительные производственные циклы.
Конструкция системы охлаждения влияет на стабильность цикла
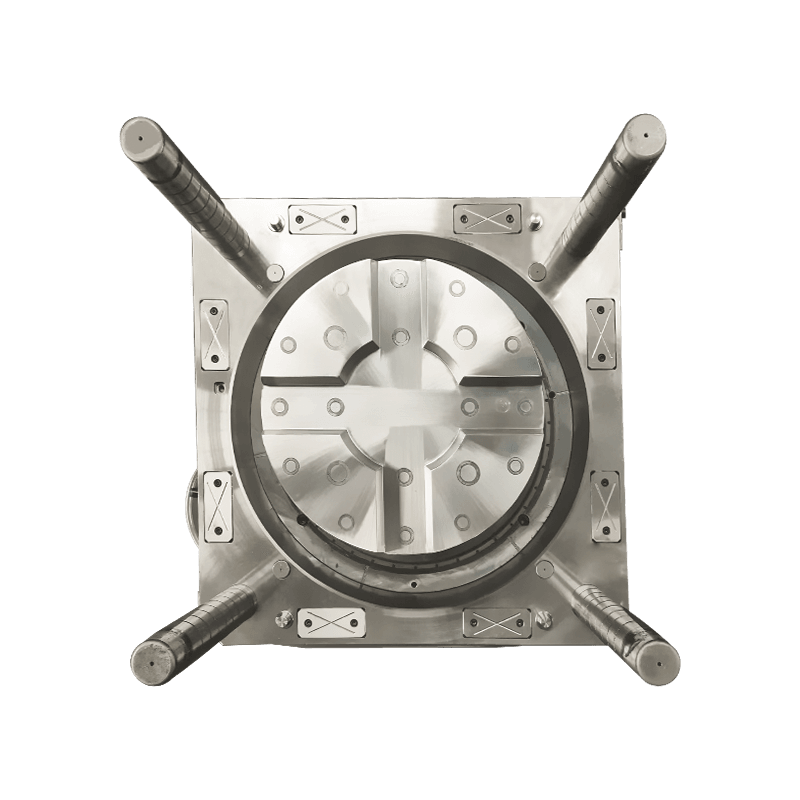
Эффективность производства во многом зависит от терморегуляции внутри корпуса формы. Большие формы для ящиков для инструментов требуют равномерного охлаждения для поддержания точности размеров на широких поверхностях.
Инженерная практика часто включает в себя:
- Расстояние между каналами оптимизировано в пределах 8–15 мм от поверхности полости.
- Независимые контуры охлаждения основания и боковых стенок.
- Балансировка потока во избежание температурных градиентов
Плохое распределение тепла может значительно увеличить время цикла и деформировать большие плоские панели. Инструменты моделирования обычно используются для проверки постоянства температуры перед началом резки стали.
Поведение материальных потоков и стратегия ворот
Контроль потока является еще одним важным фактором при проектировании пресс-форм для ящиков для инструментов. Для обеспечения равномерного заполнения полостей широко используются системы с несколькими затворами или с краевыми затворами.
Проектные соображения включают в себя:
- Расположение ворот совмещено с ребристой сетью
- Контролируемая скорость сдвига для уменьшения следов поверхностного напряжения
- Сбалансированные пути заполнения в конструкциях с несколькими полостями
Неправильное расположение ворот может привести к появлению линий сварки в точках напряжения конструкции, что снижает долговечность. Корректировки часто проверяются посредством моделирования потока перед окончательным изготовлением формы.
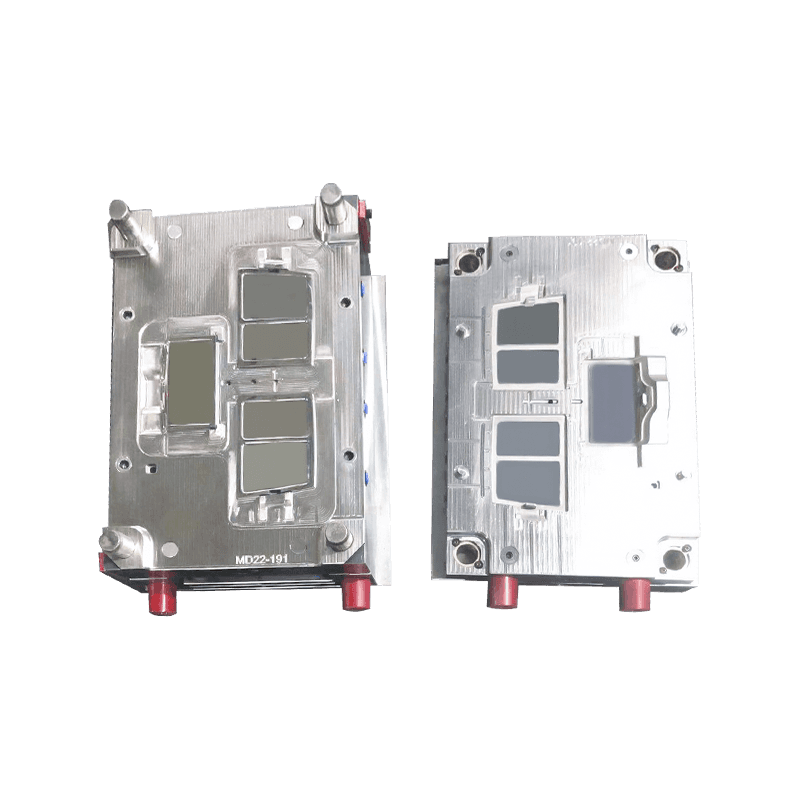
Проблемы прецизионной обработки и контроля допусков
Крупногабаритные формы требуют высокой точности обработки из-за сочетания структурных размеров и мелких функциональных деталей. Процессы многоосного фрезерования с ЧПУ и электроэрозионной обработки часто применяются для достижения:
- Точность полости ±0,02 мм в критических областях
- Равномерность текстуры поверхности на больших панелях
- Плотное согласование между интерфейсами слайдеров
Даже незначительное отклонение в соосности может привести к образованию заусенцев или неправильному уплотнению в зонах защелок. Это увеличивает требования к контролю на этапах сборки и пробного формования.
Растущая интеграция модульной конструкции продукта
Растущей тенденцией являются модульные системы хранения инструментов. Они позволяют штабелировать или блокировать несколько блоков, что обеспечивает геометрию, чувствительную к выравниванию.
Эта тенденция усложняет ситуацию по нескольким причинам:
- Повторяющиеся контрольные точки размеров в нескольких формах
- Взаимозаменяемые допуски интерфейса
- Распределение несущих напряжений в точках соединения
Инструменты должны поддерживать согласованность между продуктами разных размеров в одном семействе систем, что увеличивает рабочую нагрузку по проверке конструкции.
 English
English 中文简体
中文简体 русский
русский

Связаться с нами