Растущий мировой спрос на прецизионные пластиковые компоненты сделал роль Завод пластиковых литьевых форм гораздо более требовательным, чем простое массовое производство. Покупатели больше не оценивают поставщиков только по цене или скорости доставки. Последовательность, инженерные возможности и отслеживаемые системы качества теперь определяют, сможет ли завод поддерживать долгосрочное промышленное партнерство.
Отраслевые дискуссии и производственные исследования неоднократно подчеркивают, что плохой выбор поставщиков часто приводит к нестабильности размеров, более высокому проценту брака и неожиданным затратам на доработку оснастки. . Разрыв между средними и высоконадежными заводами в основном создается за счет технологической дисциплины, а не только за счет оборудования.
Инженерные возможности, лежащие в основе решений по разработке пресс-форм
Надежный завод обычно отличается своей внутренней инженерной глубиной. Инструментальная обработка рассматривается не как простая производственная задача, а как контролируемый процесс проектирования, охватывающий геометрию, прогнозирование усадки и анализ структурных напряжений.
К ключевым инженерным показателям относятся:
- Возможность выполнить проверку технологичности проектирования (DFM) перед резкой стали.
- Опыт управления вариациями усадки различных полимеров.
- Поддержка моделирования для прогнозирования потока, охлаждения и коробления.
- Структурированная обратная связь между проектными и производственными командами.
Исследования качества литья под давлением подчеркивают, что точность размеров ограничивается поведением усадки материала и температурными изменениями, а не только точностью механической обработки. Надежные заводы заранее понимают это ограничение и проектируют с его учетом, а не исправляют проблемы после пробных запусков.

Системы контроля качества, встроенные в каждый этап производства
Заводы со стабильной производительностью обычно работают в рамках структурированных систем управления качеством, таких как стандарты ISO. Эти системы гарантируют, что каждый этап — от проверки сырья до окончательной отгрузки — соответствует документированным процедурам.
Общие элементы контроля качества включают в себя:
- Проверка поступающей смолы (MFI, содержание влаги, отслеживание партии)
- Первая проверка изделия перед утверждением массового производства
- Мониторинг давления, температуры и стабильности цикла в процессе работы
- Окончательный контроль размеров и внешнего вида с использованием калиброванных инструментов.
Стандарты качества при литье под давлением часто сочетают принципы ISO 9001 с отраслевыми методами контроля, обеспечивая повторяемость при больших партиях. . Без этих систем производство имеет тенденцию слишком сильно полагаться на опыт операторов, что увеличивает вариативность.
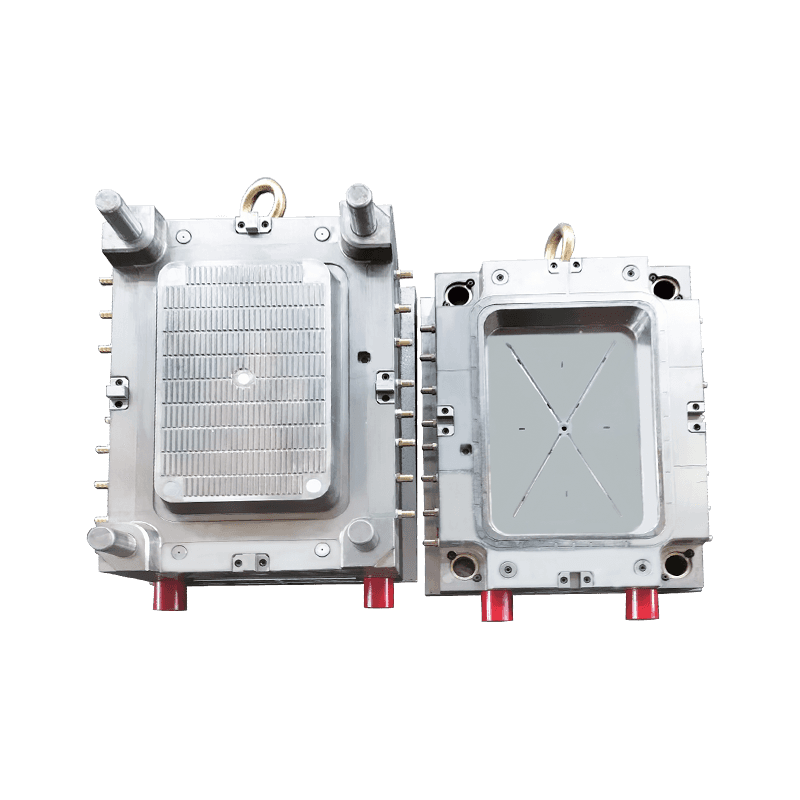
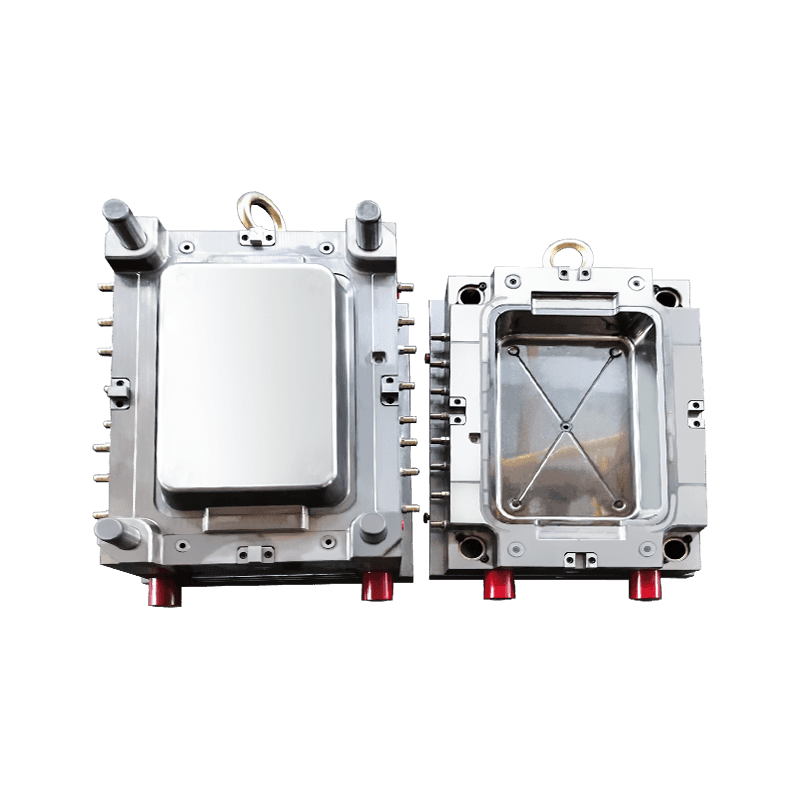
Прочность конструкции инструмента и долговечность
Надежный завод не рассматривает изготовление пресс-форм как разовую производственную задачу. Долговечность инструмента, доступ для обслуживания и готовность к ремонту являются частью оригинальной философии дизайна.
Критические показатели инструмента:
- Использование закаленных инструментальных сталей, таких как P20 или H13, в зависимости от объема производства.
- Модульная конструкция вставки для быстрой замены изнашиваемых секций.
- Сбалансированные системы направляющих для уменьшения неравномерной нагрузки давлением
- Усиленная конструкция основания пресс-формы для предотвращения прогиба при высокой силе зажима.
Опыт отрасли показывает, что слабость оснастки является одной из основных причин нестабильного качества деталей в ходе длительных производственных циклов. Даже хорошо спроектированная деталь может не соответствовать стандартам качества, если конструкция пресс-формы не может сохранять выравнивание при повторяющихся нагрузках.
Стабильность процесса в циклах массового производства
Стабильность производства является определяющей характеристикой зрелого предприятия по литью под давлением. Многие заводы могут производить приемлемые образцы, но лишь немногие могут поддерживать одинаковое качество на протяжении тысяч или миллионов циклов.
Стабильность процесса зависит от:
- Контролируемые диапазоны температур плавления для каждого типа материала
- Повторяемые профили скорости впрыска и давления выдержки
- Стабильное время охлаждения во всех системах полости
- Постоянное время цикла без неконтролируемых изменений
Передовые производители все чаще полагаются на системы мониторинга, основанные на данных, для отслеживания отклонения процессов. Исследования в области современного литья под давлением подчеркивают использование моделей оптимизации в реальном времени, которые одновременно обеспечивают баланс между стабильностью качества и эффективностью производства.
Дисциплина обращения с материалами, влияющая на целостность конечного продукта
Управление материалами часто недооценивается, однако оно напрямую влияет на уровень дефектов, таких как хрупкость, изменение цвета или неоднородность поверхности. Надежные фабрики применяют строгие правила обращения с материалами перед началом формования.
Ключевые практики включают в себя:
- Сушка инженерных пластиков до требуемого порога влажности
- Предотвращение загрязнения между партиями смолы
- Контроль степени перемола в допустимых пределах
- Хранение материалов под контролем температуры и влажности.
Неправильное обращение с гигроскопичными материалами, такими как нейлон, может вызвать гидролиз во время обработки, ухудшая конечные механические характеристики. Заводы с строгой материальной дисциплиной избегают этих рисков благодаря стандартизированным процедурам подготовки.
Прозрачность коммуникаций и инженерная оперативность
Еще одним отличительным фактором является то, как фабрика передает техническую информацию. Сильные поставщики не просто принимают чертежи — они активно анализируют осуществимость, финансовые последствия и потенциальные области риска.
Надежное коммуникативное поведение включает в себя:
- Раннее выявление подрезов или рисков тонкостенности
- Рекомендации по регулировке ворот или вентиляции
- Четкое объяснение пределов выполнимости допусков
- Быстрая реакция во время пробной корректировки формования
Этот тип взаимодействия сокращает циклы итераций и предотвращает дорогостоящие изменения конструкции после того, как инструменты уже изготовлены.
 English
English 中文简体
中文简体 русский
русский

Связаться с нами