Растущий спрос на водопроводные системы, ирригационные сети и транспорт промышленных жидкостей подтолкнул Пресс-форма для трубной арматуры инжиниринг в направлении, более ориентированном на эффективность. Производственные ожидания больше не ограничиваются только точностью деталей — скорость производства, стоимость детали и повторяемость размеров теперь играют центральную роль в решениях по архитектуре пресс-формы. Среди этих изменений многокамерная компоновка все чаще становится стандартным подходом, а не дополнительным обновлением.

Стратегия увеличения количества полостей, приводящих в движение производственное давление
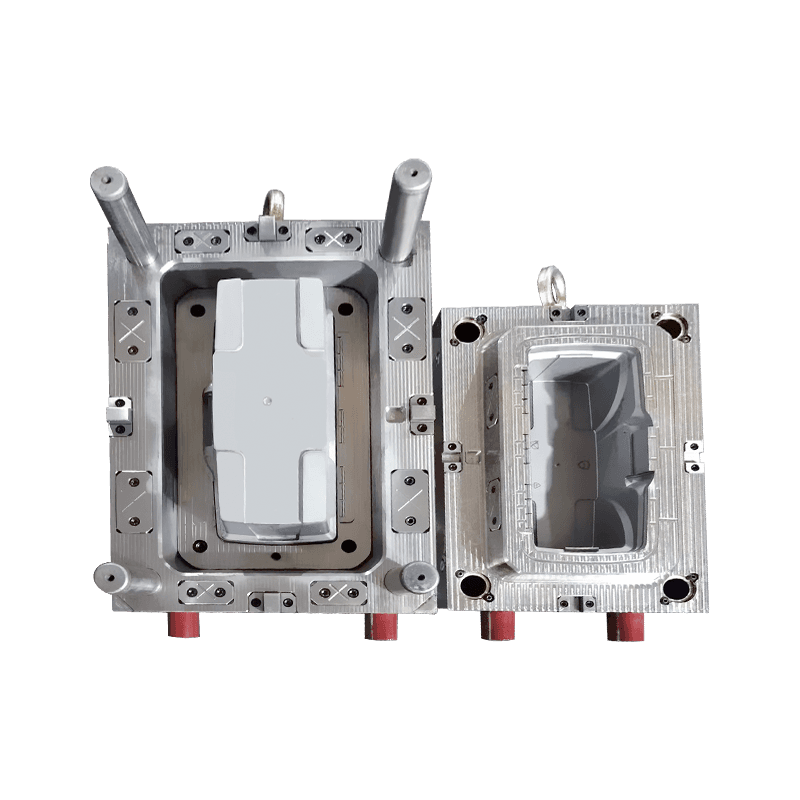
Трубопроводная арматура, такая как колена, тройники и муфты, представляет собой крупногабаритные компоненты, используемые в инфраструктурных проектах. Анализ рынка показывает, что только на коленчатые фитинги приходится почти 30% мирового спроса из-за их важной роли в системах направленных трубопроводов. .
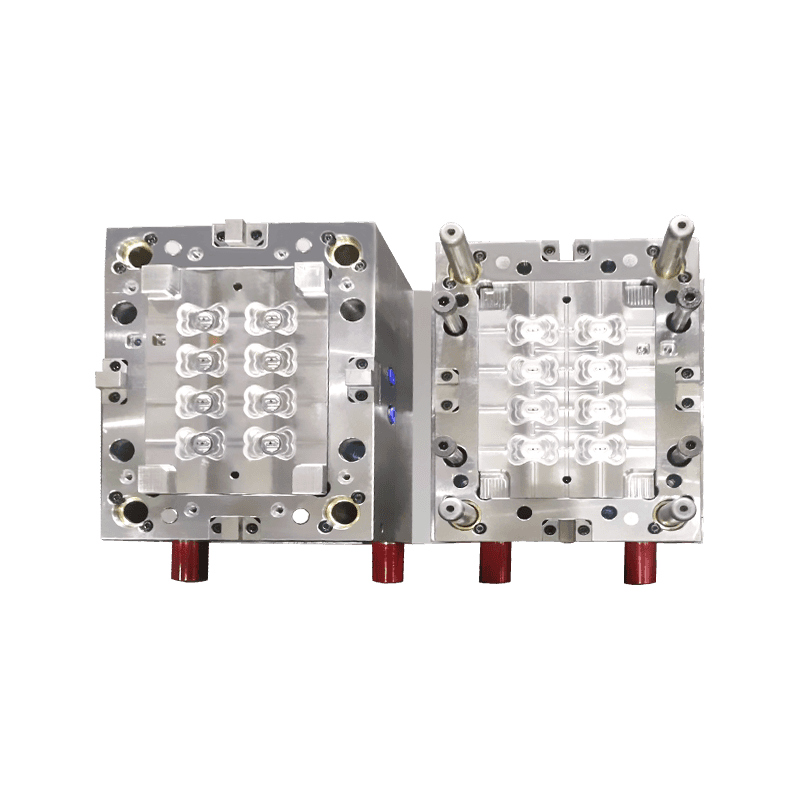
Чтобы соответствовать этим масштабам, производители переходят от инструментов с одним выходом к конструкциям с несколькими выходами, которые могут производить несколько одинаковых деталей за цикл впрыска. Этот сдвиг касается не только скорости, но и стабилизации долгосрочных производственных затрат в условиях непрерывного массового производства.
К основным производственным мотивам относятся:
- Более высокая ежедневная производительность на формовочную машину
- Снижение трудозатрат на каждую деталь
- Более низкое энергопотребление на единицу
- Более стабильное планирование производства при больших заказах
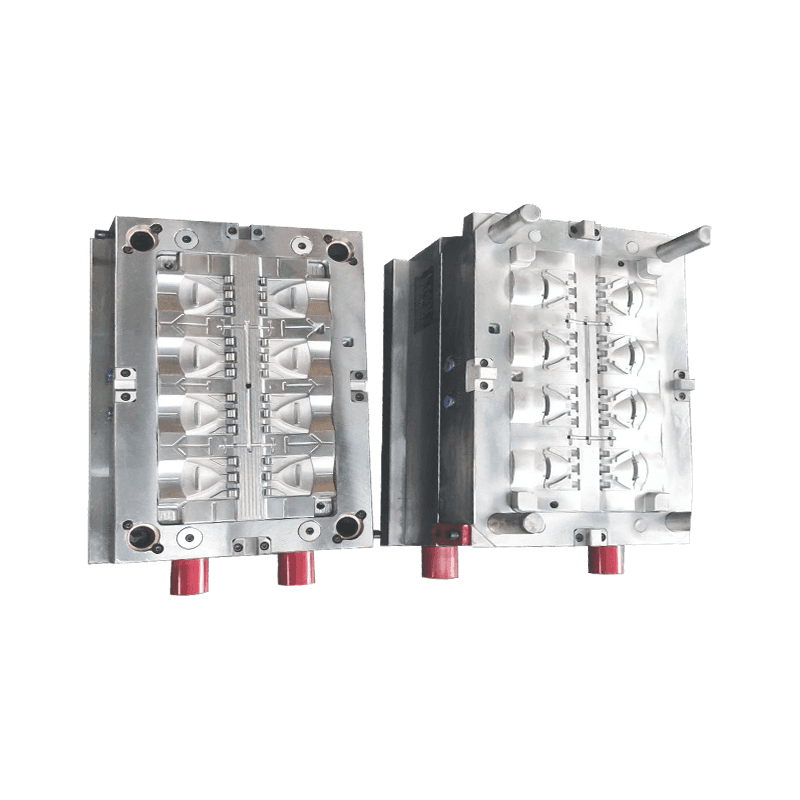
Баланс потока становится основной инженерной задачей
Добавление полостей не приведет к автоматическому повышению производительности, если не будет точно контролироваться распределение расплава. Расплавленный ПВХ или ПП должен проходить через желоба и литники равномерно, чтобы обеспечить одинаковые условия заполнения во всех полостях.
Инженерные проблемы, связанные с пресс-формами для многополых трубных фитингов, включают:
- Неодинаковое время заполнения полостей
- Дисбаланс давления, вызывающий отклонения размеров
- Риск коротких ударов в дальние полости
- Перепаковка в приворотных полостях
Недавние исследования в области литья под давлением показывают, что дисбаланс в многоместных системах часто требует перепроектирования литников или оптимизации процесса, а не простой настройки параметров. .
Чтобы справиться с этим, инженеры часто применяют симметричную компоновку желобов и сбалансированное расположение литников для стабилизации потока расплава по всем полостям.
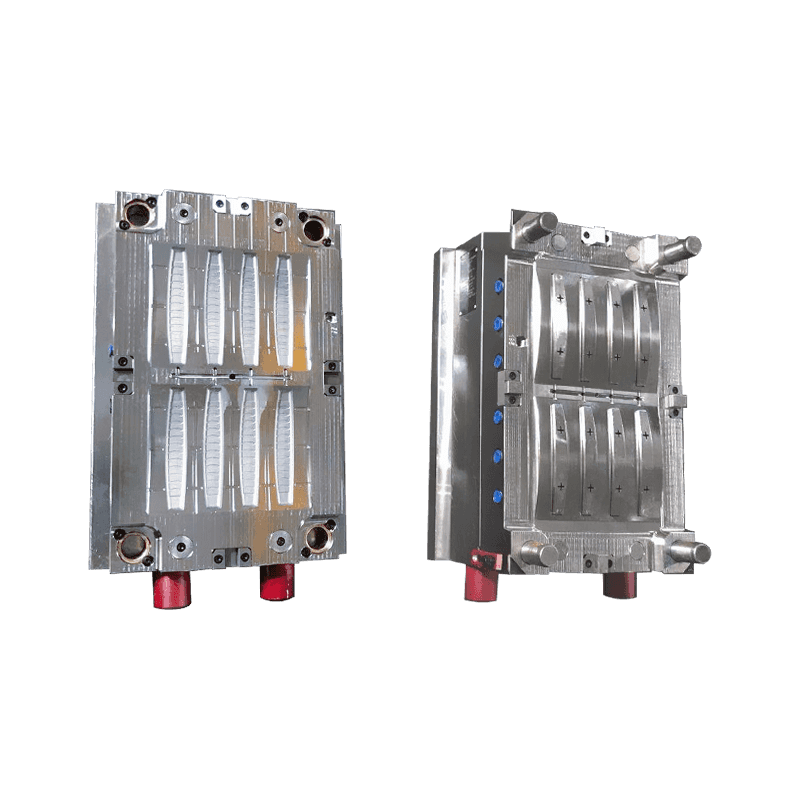
Конструкция системы охлаждения влияет на стабильность размеров
Эффективность охлаждения становится значительно более чувствительной по мере увеличения количества полостей. Трубопроводная арматура обычно имеет толстостенные секции и изогнутую геометрию, которые естественным образом охлаждаются с разной скоростью.
Общие стратегии многокамерного охлаждения включают в себя:
- Независимые контуры охлаждения на зону полости
- Оптимизированное расстояние между каналами около 8–15 мм от поверхности полости.
- Контуры охлаждения с разделением потоков для уменьшения температурного градиента
- Локальное охлаждение арматуры вблизи ребер стыка
Неравномерное охлаждение может привести к короблению, отклонению овальности или накоплению внутренних напряжений. Эти дефекты особенно критичны для фитингов, которые должны сохранять герметичность под давлением.
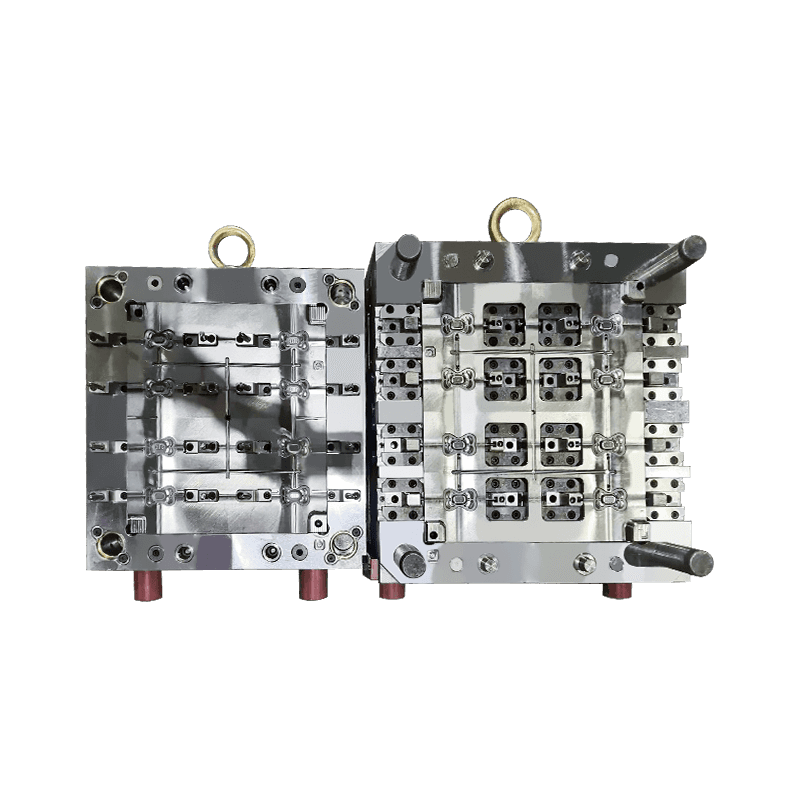
Эволюция системы направляющих, поддерживающая большее количество полостей
Традиционные системы с холодными канальными системами по-прежнему широко используются, но в пресс-формах для многополых трубных фитингов все чаще используется технология горячеканальных систем для повышения эффективности использования материалов и стабильности цикла.
Типичные различия в применении:
- Холодноканальные системы: более простая конструкция, но при этом образуются затвердевшие отходы.
- Горячеканальные системы: меньше отходов и улучшенная стабильность цикла, но более высокая сложность конструкции.
При крупносерийном производстве системы горячеканальных систем помогают поддерживать постоянную температуру расплава в нескольких полостях, уменьшая колебания вязкости и улучшая однородность размеров.
Для инструментов с несколькими полостями требуется усиление конструкции.
Увеличение количества полостей значительно увеличивает механическую нагрузку на основание формы. Во время инъекции давление распределяется по большей площади поверхности, что требует более тщательного выбора стали и конструкции армирования.
Общие инженерные практики включают в себя:
- Высокопрочная сталь, такая как H13 или предварительно закаленная P20 для пустотелых блоков.
- Усиленная опора плиты для предотвращения отклонения под давлением впрыска.
- Модульная конструкция вставки для облегчения обслуживания и замены полости.
- Закаленная обработка поверхности для повышения износостойкости при многоцикловом производстве.
Без структурного усиления после длительной эксплуатации могут возникнуть перекосы полостей или заусенцы.
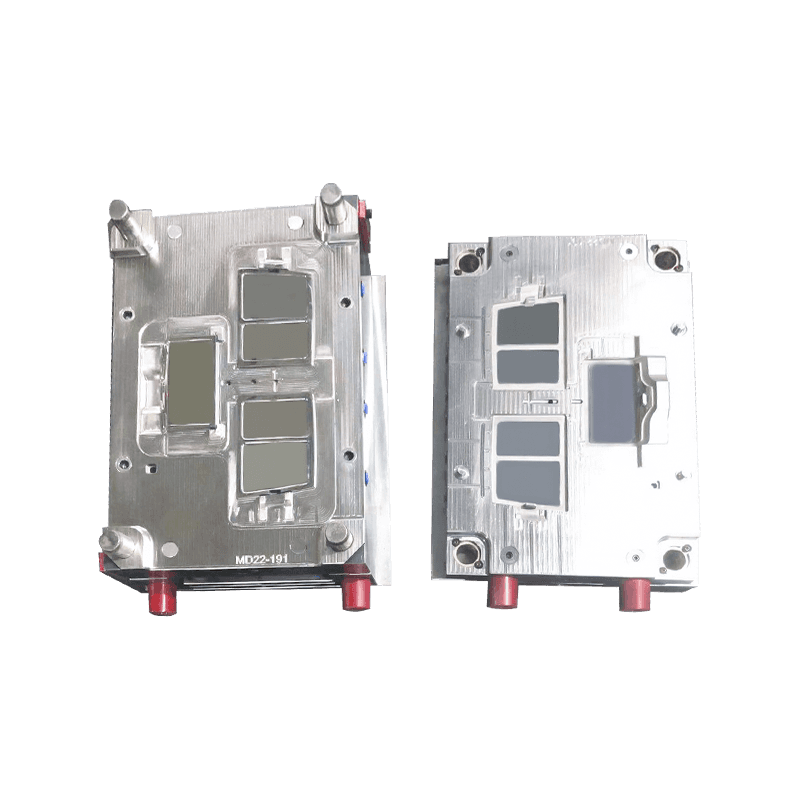
Требования к прецизионной обработке в нескольких полостях
Многополые фитинги для труб Производство пресс-форм требует чрезвычайно строгого контроля размеров, чтобы гарантировать одинаковое поведение всех полостей под давлением и температурой.
Типичные требования к механической обработке включают в себя:
- Допуск на размер полости часто контролируется в пределах ±0,02–0,03 мм.
- Выравнивание зеркальной симметрии между парами резонаторов
- Электроэрозионная обработка сложных криволинейных внутренних поверхностей.
- Стабильность обработки на станках с ЧПУ при повторяющейся геометрии полостей
Даже небольшие отклонения между полостями могут привести к неравномерной скорости усадки, влияя на совместимость окончательной сборки в трубопроводных системах.
Контроль качества становится все более основанным на моделировании
Современная разработка пресс-форм все чаще поддерживается инструментами моделирования, которые прогнозируют поведение заполнения до начала физического производства. Это помогает выявить зоны дисбаланса и оптимизировать конструкцию бегунков на ранних этапах разработки.
Общие методы проверки включают в себя:
- Кратковременное тестирование для наблюдения за прогрессированием потока
- Моделирование течения пресс-формы для прогнозирования заполнения полостей
- Картирование давления в сетях бегунков
- Анализ распределения тепла во время моделирования цикла
Эти инструменты уменьшают необходимость повторных физических модификаций, сокращают циклы разработки и повышают показатели успеха первых испытаний.
Окончательный взгляд на направление развития отрасли
Переход к многоместным системам пресс-форм для трубной арматуры отражает более широкий сдвиг в философии производства: эффективность и стабильность результатов теперь определяют конкурентоспособность в такой же степени, как и геометрическая точность. Поскольку спрос на инфраструктуру продолжает расти во всем мире, системы инструментов должны поддерживать более высокую производительность без ущерба для стабильности размеров.
Вместо того, чтобы рассматривать увеличение количества полостей как простое увеличение производительности, современная технология изготовления пресс-форм подходит к этому как к полной модернизации системы, включающей управление потоком, тепловой баланс и усиление конструкции, работающие вместе как единый производственный механизм.
 English
English 中文简体
中文简体 русский
русский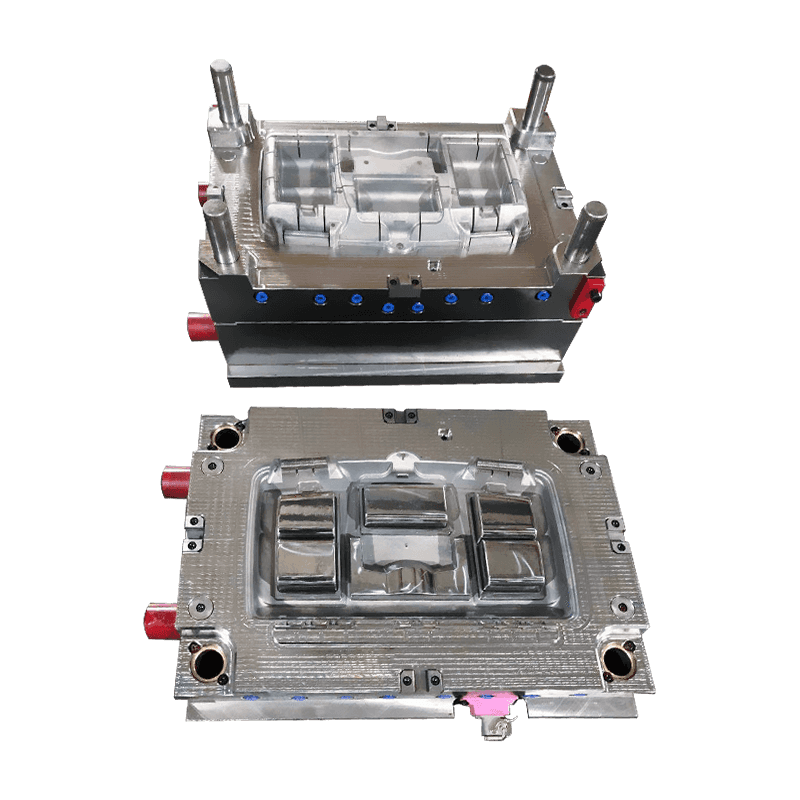

Связаться с нами