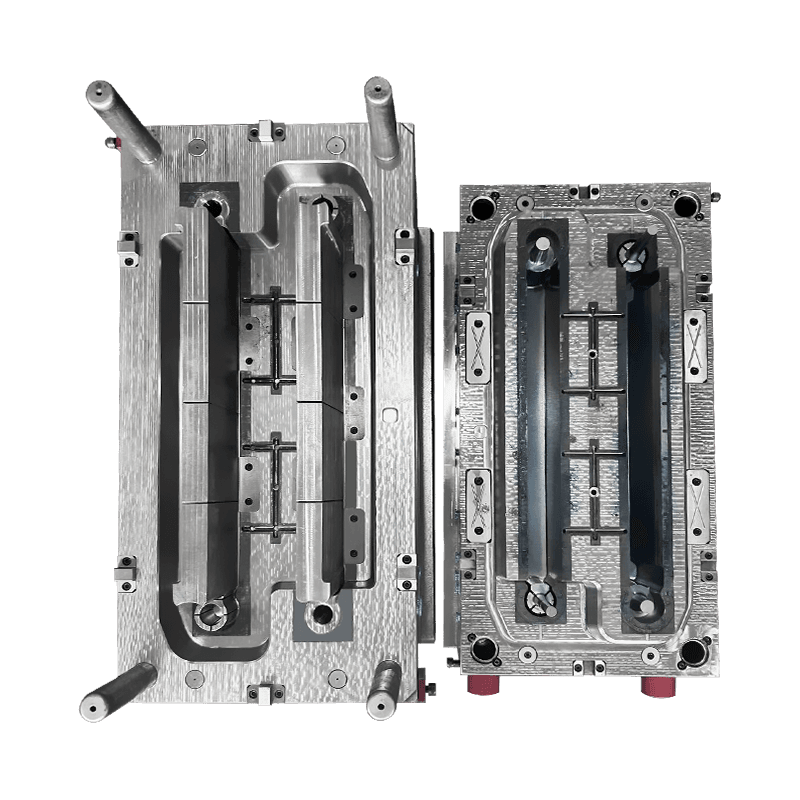
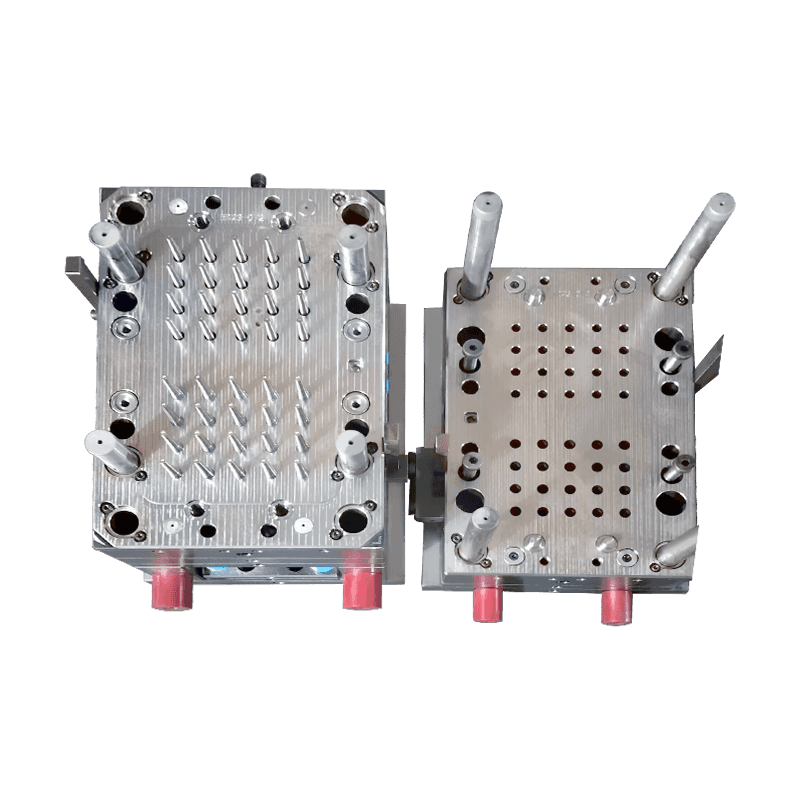
Пластиковые предметы, которые наполняют повседневную жизнь — от контейнеров и столовых приборов до вешалок и контейнеров для хранения — начинаются с расплавленного материала, впрыскиваемого в прецизионные инструменты, называемые пресс-формами. Эти формы требуют значительных затрат времени и денег, и для предприятий или частных лиц, рассматривающих производство пластиковых изделий, понимание основ технологии изготовления форм имеет важное значение.
Какие материалы используются для изготовления Пластиковые литьевые формы ?
Выбор материала пластиковой формы напрямую влияет на ее стоимость, срок изготовления и качество изготавливаемых ею деталей. Материалы пресс-форм выбираются исходя из ожидаемого объема производства, типа формованного пластика и требуемой обработки поверхности.
Инструментальные стали для крупносерийного производства
Для производственных циклов, требующих сотен тысяч или миллионов деталей, стандартным выбором являются различные инструментальные стали.
Инструментальная сталь P20 является распространенным материалом для форм общего назначения. Он поставляется в предварительно закаленном состоянии, обычно с твердостью около 28-32 по Роквеллу, что означает, что он не требует дополнительной термической обработки после механической обработки для применения. P20 обеспечивает хорошую обрабатываемость и износостойкость при умеренных объемах производства, обычно от 500 000 до 1 000 000 циклов с использованием неабразивных пластмасс.
Инструментальная сталь H13 используется для более требовательных применений, связанных с более высоким давлением, повышенными температурами плавления или абразивными пластиками, такими как стеклонаполненные материалы. H13 сохраняет свою твердость при высоких температурах и противостоит термической усталости, что делает его пригодным для производства, превышающего один миллион деталей, или для формования конструкционных пластмасс.
Нержавеющие инструментальные стали, такие как нержавеющая сталь 420, используются, когда требуется устойчивость к коррозии. Сюда входит формование пластмасс, таких как ПВХ, которые выделяют коррозийные газы во время обработки или когда форма будет храниться во влажной среде. Нержавеющие инструментальные стали дороже и труднее обрабатываются, чем P20 или H13.
Алюминий для прототипирования и небольших объемов
Алюминиевые формы дают преимущества в определенных ситуациях, особенно когда скорость и стоимость имеют приоритет над длительным сроком службы.
Алюминий обрабатывается намного быстрее, чем сталь, обычно в 3–5 раз быстрее, что сокращает время и стоимость изготовления. Это делает алюминий идеальным для изготовления прототипов форм, где могут потребоваться итерации дизайна.
Теплопроводность алюминия примерно в 3-5 раз выше, чем у инструментальной стали. Это означает, что тепло от расплавленного пластика отводится быстрее, что потенциально сокращает время охлаждения и общее время цикла.
Распространенные алюминиевые сплавы для форм включают QC-7, QC-10 и 7075, каждый из которых предлагает различный баланс прочности, твердости и обрабатываемости.
Срок службы алюминиевых форм ограничен по сравнению со стальными. В зависимости от абразивности пластика алюминиевая форма может изготовить от 1000 до 100 000 деталей, прежде чем ухудшится точность размеров или качество поверхности.
Бериллиевая медь для особых применений
Сплавы меди и бериллия используются для изготовления специализированных компонентов пресс-форм, где быстрый отвод тепла имеет решающее значение.
Эти сплавы имеют теплопроводность в несколько раз выше, чем инструментальная сталь, что позволяет им выступать в качестве теплоотводов в тех областях формы, которые трудно охлаждать с помощью обычных водопроводов.
Бериллиевая медь часто используется для изготовления сердечников, вставок или участков с тонкими секциями, которые в противном случае могли бы перегреться.
Этот материал дороже стали и требует особых процедур обращения во время обработки из-за опасений для здоровья, связанных с бериллиевой пылью.
Сколько стоит пресс-форма для литья пластмасс?
Стоимость пресс-формы обычно является самой крупной статьей первоначальных затрат при выводе пластикового изделия на рынок. Цена сильно варьируется в зависимости от нескольких факторов, и понимание этих переменных помогает при составлении бюджета и принятии решений.
Факторы, влияющие на стоимость пресс-формы
Окончательная цена формы зависит от ее сложности, размера и используемых материалов.
Количество полостей: пресс-форма, которая производит одну деталь за цикл (одна полость), стоит меньше, чем пресс-форма, которая производит четыре, восемь или шестнадцать деталей одновременно (многополость). Однако стоимость одной детали ниже при большем количестве гнезд, поскольку за одно и то же время цикла производится больше деталей.
Сложность детали. Детали с подрезами, сложной геометрией, жесткими допусками или текстурированными поверхностями требуют более сложных конструкций пресс-форм с движущимися компонентами, такими как направляющие, подъемники или механизмы отвинчивания. Эти функции увеличивают время проектирования, сложность обработки и конечную стоимость.
Размер пресс-формы: для более крупных деталей требуются более крупные формы, для которых используется больше материала и требуются более крупные обрабатывающие центры. Размер пресс-формы определяется размерами детали плюс пространством, необходимым для направляющих, охлаждающих каналов и структурной целостностью пресс-формы.
Выбор материала: Как уже говорилось, стальные формы стоят дороже, чем алюминиевые, но имеют более длительный срок службы. В стальных формах использование материалов более высокого качества, таких как H13 или нержавеющая сталь, увеличивает стоимость по сравнению с P20.
Требования к отделке поверхности: глянцевая отделка или особые текстуры требуют дополнительных операций полировки или текстурирования, что увеличивает время и затраты.
Типичные диапазоны затрат
Хотя каждая форма изготавливается по индивидуальному заказу, а цены варьируются в зависимости от региона и поставщика, для справки можно предоставить общие диапазоны.
Прототипы или мелкосерийные алюминиевые формы: стоимость может варьироваться от 1500 до 8000 долларов США, в зависимости от размера и сложности детали. Они подходят для рыночного тестирования или ограниченного производства.
Стальные формы для производства с одной полостью: базовая стальная форма для простой детали может стоить от 5000 до 15 000 долларов. Стоимость более сложных одноместных форм может достигать от 25 000 до 40 000 долларов.
Многоместные производственные формы. Высокопроизводительные формы с несколькими полостями, сложным механизмом действия и конструкцией из закаленной стали обычно стоят от 30 000 до 100 000 долларов и более. Очень большие или очень сложные формы для деталей автомобилей или бытовой техники могут стоить более 200 000 долларов.
Дополнительные соображения по поводу стоимости
Помимо изготовления самой формы, в общую сумму инвестиций следует учитывать и другие расходы.
Плата за проектирование и проектирование. Профессиональное проектирование пресс-форм имеет важное значение для функциональных инструментов и увеличивает первоначальные затраты.
Затраты на отбор проб и испытания. Проведение циклов испытаний для проверки качества детали и функционирования пресс-формы требует машинного времени и материала.
Затраты на модификацию: Изменения, запрошенные после выборки, могут повлечь за собой дополнительные расходы на проектирование и механическую обработку.
Как долго служит пластиковая форма для литья под давлением?
Срок службы пресс-формы измеряется количеством циклов, которые она может выполнить, прежде чем износ или повреждение потребуют ремонта или замены. Срок службы существенно варьируется в зависимости от материалов, технического обслуживания и условий эксплуатации.
Ожидаемый срок службы в зависимости от типа материала
Различные материалы пресс-форм предлагают разные производственные возможности.
Формы из закаленной инструментальной стали (H13, D2 и т. д.) при правильном обслуживании позволяют изготовить миллионы деталей. При регулярном обслуживании и использовании подходящих материалов эти формы могут прослужить от 1 000 000 до 5 000 000 циклов и более.
Формы из предварительно закаленной стали (P20) обычно производят от 500 000 до 1 000 000 деталей, прежде чем износ станет значительным, в зависимости от абразивности отлитого пластика.
Алюминиевые формы имеют самый короткий срок службы, обычно от 1000 до 100 000 циклов. Точное количество зависит от алюминиевого сплава, давления и абразивности пластика.
Вставки из бериллиевой меди могут прослужить сотни тысяч циклов при использовании в сочетании со стальными основаниями пресс-форм.
Факторы, влияющие на долговечность пресс-формы
Несколько эксплуатационных факторов влияют на то, как долго форма остается в работоспособном состоянии.
Абразивность пластикового материала. Пластмассы со стекловолокном, минеральными наполнителями или другими добавками значительно более абразивны, чем материалы без наполнителей. Форма, на 30% состоящая из стеклонаполненного нейлона, изнашивается намного быстрее, чем та же форма, изготовленная из ненаполненного полипропилена.
Практика технического обслуживания: регулярная очистка, осмотр и смазка движущихся компонентов продлевают срок службы пресс-формы. Формы, которые хранятся правильно и имеют защитное покрытие от ржавчины, также служат дольше.
Рабочие параметры: Эксплуатация формы при чрезмерно высоких температурах, давлениях или скоростях впрыска ускоряет износ. Правильно установленные условия обработки минимизируют нагрузку на форму.
Конструкция детали. Детали с острыми углами, тонкими стенками или геометриями, которые трудно заполнить, требуют более высокого давления впрыска, что увеличивает нагрузку на форму.
Какого ухода требуют пластиковые формы?
Регулярное техническое обслуживание необходимо для обеспечения стабильного качества деталей и срока службы пресс-формы. Хорошо обслуживаемая пресс-форма позволяет производить более качественные детали с меньшим количеством брака и требует менее частого ремонта.
Плановое техническое обслуживание между производственными запусками
После каждого производственного цикла следует выполнять основные задачи по техническому обслуживанию.
Очистка: Форму следует тщательно очистить от остатков пластика, особенно из вентиляционных зон и движущихся компонентов. Инструменты из мягкой латуни часто используются, чтобы не повредить стальные поверхности.
Осмотр: полости формы, стержни и движущиеся компоненты следует проверять на наличие признаков износа, повреждений или коррозии. Следует проверить глубину вентиляционных отверстий, поскольку со временем при очистке она может увеличиться.
Предотвращение коррозии: если форма будет храниться, все стальные поверхности должны быть покрыты антикоррозийным спреем. Компоненты из нержавеющей стали менее восприимчивы, но все же обеспечивают защиту во влажной среде.
Смазка: направляющие, подъемники и другие движущиеся механизмы требуют соответствующей высокотемпературной смазки для обеспечения бесперебойной работы во время следующего производственного цикла.
Периодическое профилактическое обслуживание
Через запланированные интервалы времени необходимы более обширные процедуры технического обслуживания.
Полная разборка и очистка: Периодически форму следует полностью разбирать для тщательной очистки всех компонентов, включая каналы охлаждения, в которых может накапливаться накипь и отложения, снижающие эффективность охлаждения.
Проверка компонентов. Выталкивающие штифты, направляющие штифты и втулки следует проверить на предмет износа и заменить, если зазоры превышают спецификации.
Повторная полировка поверхности. Если качество поверхности деталей начало ухудшаться, полости формы могут потребовать полировки или повторного текстурирования для восстановления исходного качества.
Техническое обслуживание системы охлаждения. Каналы охлаждения могут потребовать химической промывки для удаления минеральных отложений и коррозии, препятствующих передаче тепла.
Признаки необходимости ремонта или замены пресс-формы
Определенные показатели указывают на необходимость обслуживания или ремонта пресс-формы.
Размеры детали выходят за пределы спецификации, несмотря на постоянные условия обработки.
Видимые засветы (тонкие пластиковые ребра), возникающие на линии разъема или вокруг штифтов выталкивателей.
Увеличение времени цикла из-за снижения эффективности охлаждения.
Дефекты поверхности, такие как выступы или следы подгорания, постоянно появляются в одних и тех же местах.
Трудности при извлечении деталей из формы.
 English
English 中文简体
中文简体 русский
русский

Связаться с нами