Выбор материала и совместимость с Лепка Цветочного Горшка Процесс
Выбор пластика для изготовления цветочных горшков напрямую влияет на параметры конструкции пресс-формы, условия обработки и характеристики конечного продукта. Полипропилен (ПП) является широко используемым материалом для цветочных горшков благодаря балансу жесткости, ударопрочности, химической стойкости и стоимости. Также используется полиэтилен высокой плотности (HDPE), особенно для больших кастрюль, где гибкость и ударопрочность при низких температурах имеют приоритет. Выбор материала влияет на степень усадки — обычно от 1,2 до 2,0 процента для ПП и от 1,5 до 2,5 процента для ПЭВП, — что необходимо компенсировать размерами полости.
При литье под давлением индекс текучести расплава материала (MFI) определяет, насколько легко пластик заполняет полость формы. Цветочные горшки с тонкими стенками — обычно от 1,5 до 3,0 миллиметров — требуют материалов с более высоким MFI (от 15 до 30 г/10 мин), чтобы обеспечить полное заполнение полости до затвердевания материала. Для горшков с более толстыми стенками, таких как самополивные контейнеры или декоративные горшки с толщиной стенок от 3 до 5 миллиметров, можно использовать материалы. Характеристики усадки материала также влияют на требования к углу уклона; Материалы с более высокой усадкой требуют больших углов уклона, чтобы облегчить выброс детали.
Особенности конструкции пресс-формы, специфичные для геометрии цветочного горшка
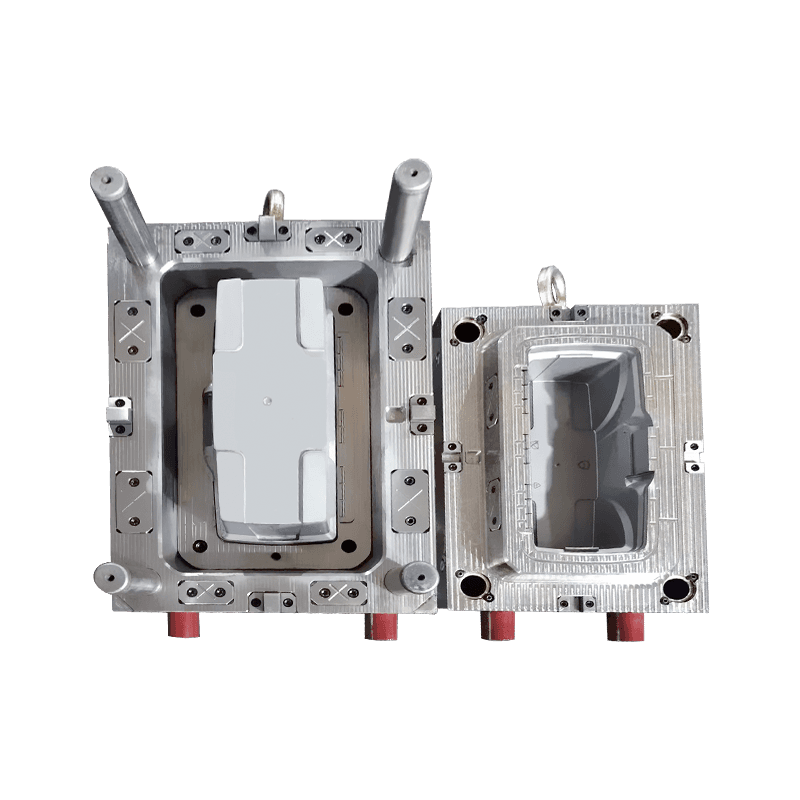
Формы для цветочных горшков имеют конструктивные особенности, соответствующие уникальным геометрическим требованиям контейнеров для растений. К основным факторам, которые следует учитывать, относятся углы уклона, поднутрения, особенности дренажа и конструкция обода, которые влияют как на сложность формы, так и на функциональность детали.
Углы уклона имеют решающее значение для выброса цветочного горшка. Вертикальные стенки горшков требуют угла уклона, обычно составляющего от 1,5 до 3 градусов с каждой стороны, в зависимости от материала и отделки поверхности. Горшки с текстурированной поверхностью, характерные для декоративных цветочных горшков, требуют дополнительной тяги, обычно от 3 до 5 градусов, чтобы преодолеть трение между текстурированной частью и полостью формы. Недостаточная тяга приводит к прилипанию детали к сердечнику или полости, что приводит к появлению следов выброса, деформации детали или повреждению пресс-формы. Угол уклона должен применяться последовательно от обода к основанию; резкие изменения осадки создают концентрации напряжений, которые могут вызвать растрескивание.
Подрезы и особенности обода создают проблемы при проектировании пресс-форм. Многие цветочные горшки имеют закругленные края, внешние фланцы или декоративные выступы, которые выполняют функцию подрезов в форме. Для этих функций требуются направляющие, складные стержни или подъемники, позволяющие выбрасывать детали. Закатанные ободья, которые обеспечивают структурную жесткость отверстия горшка, обычно изготавливаются с использованием складных сердечников, которые сжимаются радиально, чтобы освободить обод. Сложность этих механизмов увеличивает стоимость пресс-формы и требует тщательного обслуживания для предотвращения прилипания.
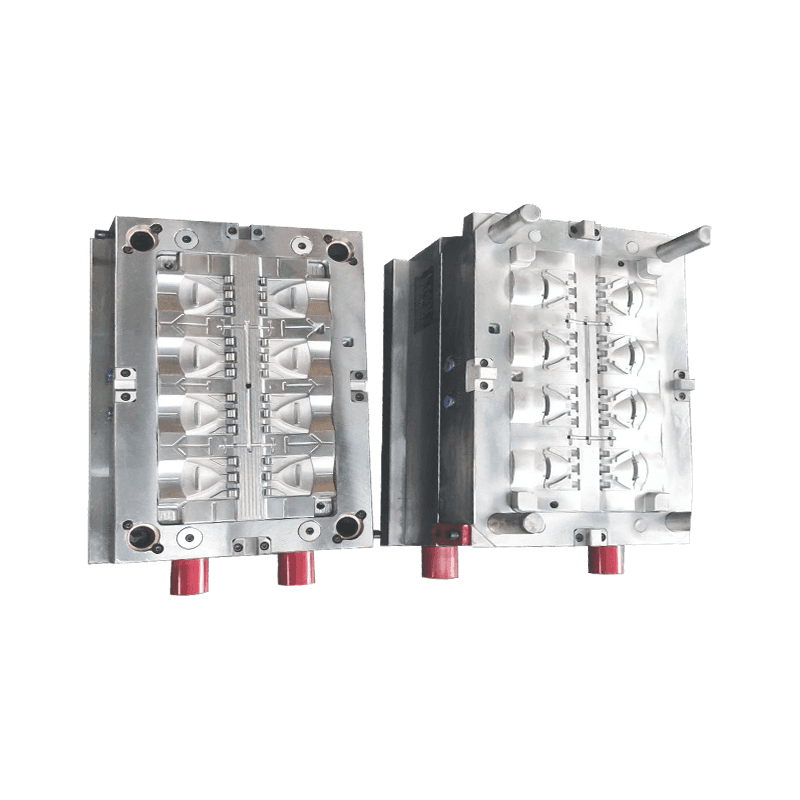
Размещение ворот влияет как на внешний вид, так и на конструктивную целостность цветочных горшков. В литьевых формах заслонки обычно располагаются у основания горшка (скрыты от глаз) или у края (где их можно обрезать). Ворота подводной лодки — туннели, которые входят в полость ниже линии разъема, — позволяют автоматически срезать ворота во время катапультирования, устраняя вторичные операции по обрезке. Для пресс-форм с несколькими полостями балансировка литников обеспечивает одновременное заполнение всех полостей, обеспечивая одинаковые размеры деталей по всему набору.
Проектирование системы охлаждения для оптимизации времени цикла
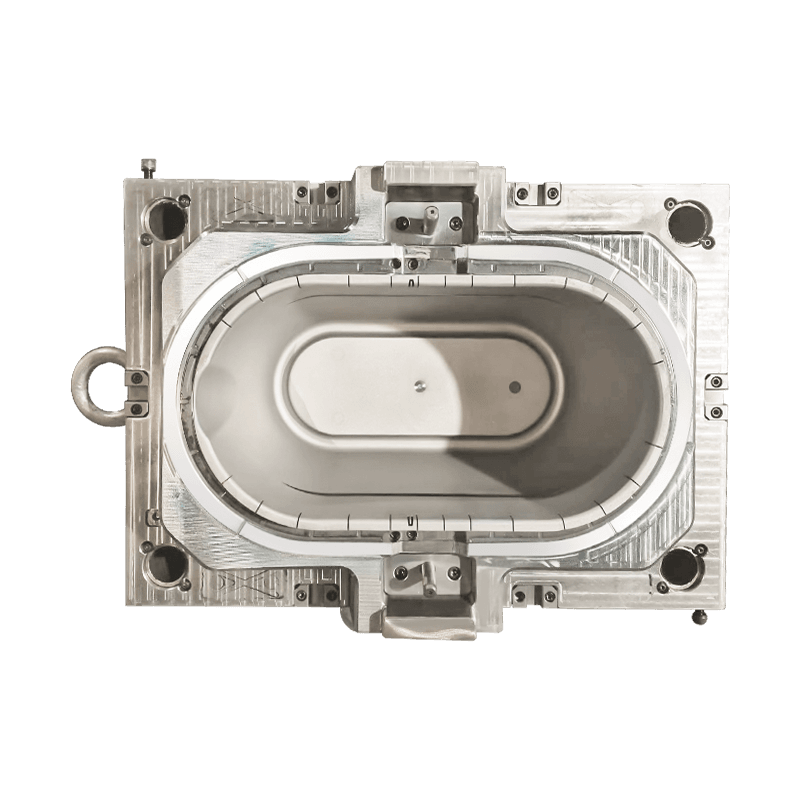
Система охлаждения формы для цветочных горшков напрямую влияет на производительность, качество деталей и энергопотребление. Цветочные горшки обычно имеют тонкие стенки, которые быстро охлаждаются, но такие особенности, как толстые края, основания и декоративные детали, могут стать узкими местами в охлаждении, что увеличивает время цикла. Эффективная конструкция системы охлаждения сочетает в себе необходимость быстрого отвода тепла с необходимостью равномерного охлаждения для предотвращения коробления.
Размещение каналов охлаждения должно учитывать геометрию горшка. Для литьевых форм сердечник (который образует внутреннюю часть горшка) часто является узким местом в охлаждении, поскольку тепло должно передаваться через пластик и стальной сердечник, прежде чем достичь каналов охлаждения. Перегородки и барботеры — вставки, которые направляют поток охлаждающей жидкости к кончику сердечника — используются для охлаждения самой глубокой части электролизера. Контур охлаждения активной зоны должен быть спроектирован так, чтобы отводить тепло из центра тигля, где материал имеет наибольшую толщину, в то время как каналы охлаждения полости отводят тепло снаружи.
Для выдувных форм охлаждение обычно достигается через каналы, выточенные в половинах формы. Поскольку выдувное формование требует более низкого давления, чем литье под давлением, алюминиевые формы являются обычным явлением, а более высокая теплопроводность алюминия (примерно в 2,5 раза выше, чем у стали) обеспечивает более быстрое охлаждение. Однако алюминиевые формы имеют меньшую износостойкость и обычно используются для производственных циклов до 500 000 циклов.
Рекомендации по вентиляции и выбросу деталей
Правильные системы вентиляции и выброса необходимы для стабильного производства высококачественных цветочных горшков. Вентиляция позволяет воздуху, вытесненному поступающим пластиком, выходить из полости; недостаточная вентиляция приводит к неполному заполнению, горению материала в последних точках заполнения и увеличению требований к давлению впрыска.
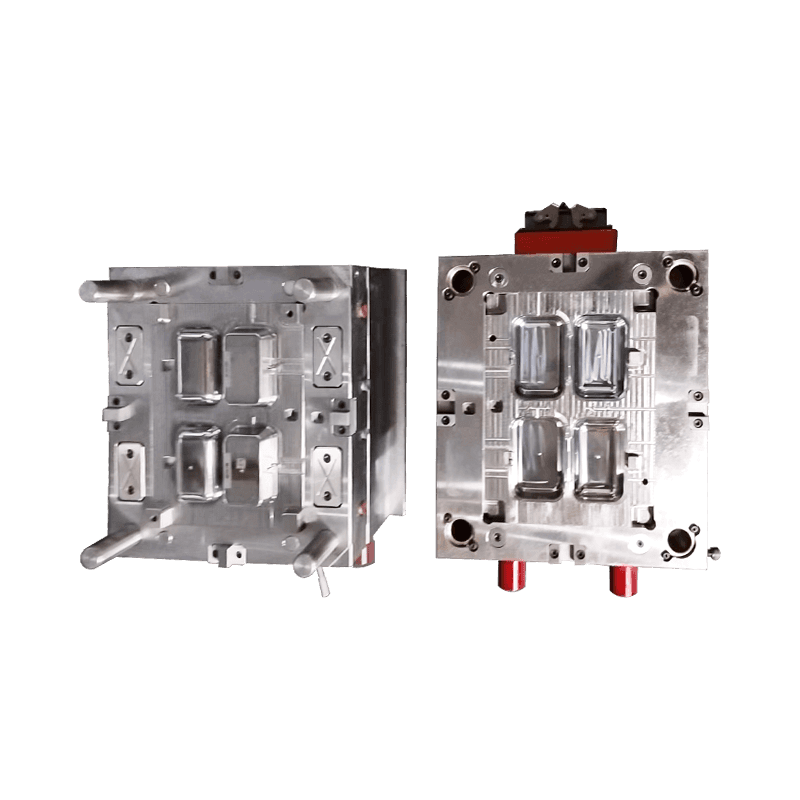
Размещение вентиляционных отверстий в формах для цветочных горшков сосредоточено на краю, основании и любых точках напротив ворот. Вентиляционные отверстия обычно имеют глубину от 0,02 до 0,04 миллиметра — достаточно глубокую, чтобы обеспечить проход воздуха, но достаточно неглубокую, чтобы предотвратить засвет пластика. Для горшков с текстурированной поверхностью необходимо тщательно контролировать глубину вентиляционных отверстий, поскольку текстурированные поверхности могут задерживать воздух. Для пресс-форм с несколькими полостями вентиляционные отверстия должны быть предусмотрены для каждой полости, а вентиляционные каналы проложены к внешней стороне формы.
Конструкция системы выброса должна соответствовать геометрии ванны, не повреждая деталь. В литьевых формах выталкивающие штифты обычно располагаются на основании ванны, где отметки не видны. Для горшков с дренажными отверстиями выталкивающими элементами могут служить и стержневые штифты, образующие отверстия. Съемные пластины используются для кастрюль с тонкими стенками или там, где недопустимы следы от булавок. Съемная пластина контактирует с краем ванны, равномерно отталкивая ее от сердцевины.
Для горшков, полученных выдувным формованием, выталкивание обычно осуществляется с помощью механических рычагов или роботов, которые извлекают горшок из формы после того, как половина формы открывается. Поскольку в выдувных формах нет выталкивающих штифтов, деталь должна быть спроектирована таким образом, чтобы ее можно было легко отделить от поверхностей формы. Углы уклона имеют решающее значение для горшков, полученных выдувным формованием, поскольку здесь нет механизма принудительного выталкивания.
Обработка поверхности влияет как на выпуск детали, так и на эстетику. Хорошо отполированные полости легче отделяют детали, но при этом обнаруживаются любые поверхностные дефекты. Текстурированные полости обеспечивают декоративную отделку, но требуют больших углов уклона для освобождения. Выбор отделки поверхности должен сбалансировать эстетические требования и возможность формования. Для горшков, предназначенных для использования на открытом воздухе, обычно используется матовая поверхность, поскольку она скрывает мелкие дефекты поверхности и придает естественный вид.
 English
English 中文简体
中文简体 русский
русский



Связаться с нами